



Abstract
Reduced-activation ferritic/martensitic (RAFM) steel is the benchmark structural material for in-vessel components of fusion reactor. The current status of RAFM developments and evaluations is reviewed based on two leading RAFM steels, F82H and EUROFER-97. The applicability of various joining technologies for fabrication of fusion first wall and blanket structures, such as weld or diffusion bonding, is overviewed as well. The technical challenges and potential risks of utilizing RAFM steels as the structural material of in-vessel components are discussed, and possible mitigation methodology is introduced. The discussion suggests that deuterium–tritium fusion neutron irradiation effects currently need to be treated as an ambiguity factor which could be incorporated within the safety factor. The safety factor will be defined by the engineering design criteria which are not yet developed with regard to irradiation effects and some high temperature process, and the operating time condition of the in-vessel component will be defined by the condition at which those ambiguities due to neutron irradiation become too large to be acceptable, or by the critical condition at which 14 MeV fusion neutron irradiation effects is expected to become different from fission neutron irradiation effects.
Export citation and abstract BibTeX RIS

Original content from this work may be used under the terms of the Creative Commons Attribution 3.0 licence. Any further distribution of this work must maintain attribution to the author(s) and the title of the work, journal citation and DOI.
1. Introduction
The fusion blanket structural materials will be subjected to high heat loads and high flux 14 MeV fusion neutrons, and will experience internal pressure loads, thermal stresses, substantial magnetic forces in case of plasma disruptions, and high pressure loads in the case of a coolant ingress. An effort to develop low-activation materials for fusion reactor application was initiated in the early 1980s, because it was regarded as an important issue related to the public acceptance of fusion energy [1]. The concept of reduced-activation ferritic/martensitic (RAFM) steels was proposed in 1982 based on the composition of high Cr heat resistant steels, Mod9Cr–1Mo (Grade91, ASME Section II), by replacing Mo with W and Nb with Ta to meet the shallow land burial limitation [2]. RAFM steels are advantageous compared to austenitic stainless steels (such as 316LN) as they exhibit lower radio activation levels (no Ni), better thermal conductivity (less Cr), lower thermal expansion ratio, and superior swelling resistance [3]. Several variations of steels were investigated to develop RAFM steels with high-temperature mechanical properties and microstructural stability that is equivalent to the original heat-resistant steel with a high irradiation resistance. The most promising composition with these attributes contains a Cr concentration of 7 to 9 wt% with a maximum W concentration of 2 wt% [4].
F82H (Fe–8Cr–2W–0.2V–0.04Ta) and EUROFER-97 (Fe–9Cr–1W–0.2V–0.12Ta) are the RAFM steels which currently have the largest database and have demonstrated feasibility for preparing various required shapes, e.g. thin to thick plates, piping and tubing. In this paper, the current status of RAFM developments and evaluations is reviewed based on F82H and EUROFER-97 R&D activities. The applicability of various joining technologies, such as weld or diffusion bonding, is overviewed as well. The technical challenges and potential risks of utilizing RAFM steels as the structural material of in-vessel components are discussed, and possible mitigation methodology is introduced.
2. Overview of RAFM steel properties
It is essential in the development of structural materials to demonstrate and prove its potential by providing data of various properties which were obtained not only from a small scale laboratory heat but from reasonably large scale commercial heats. In those various properties, physical properties are basic data to conduct design analyses. Time-independent mechanical properties, such as yield strength, fracture toughness, etc, are indispensable as those properties correspond to load-controlled limits to prevent elastic–plastic collapse by primary stress. Creep, fatigue and creep-fatigue properties are the time (and/or cycle) -dependent properties correspond to load and/or deformation controlled limits to mitigate plastic collapse due to primary stress, and serve to avoid any challenge to the structural integrity by minor plastic deformations induced by secondary or transient stresses. Evaluation of environmental effects, such as corrosion, erosion–corrosion, etc, are also important in order to determine allowable thicknesses of the plates or pipes to prevent perforation or fracture due to these effects. Regarding fusion specific requirements, a certain level of reduced activation should be achieved by careful control of major alloying elements and residual impurities. In this section, major physical and mechanical properties of RAFM steels, except for irradiation effects, are overviewed.
2.1. Reduced activation property
RAFM steels contain elements selected so as to minimize fusion neutron production of highly radioactive and volatile nuclides during short time periods (relevant for public safety during design basis accident scenarios) and longer-lived radioactive isotopes that decay to low levels (e.g. suitable for recycling or shallow land burial) in the timeframes required by the waste management scenario (typically within 100 years following reactor shutdown). Neutronics and safety analyses have highlighted the importance of the removal of undesirable elements such as Co, Cu, Ni, Mo and Nb that are commonly found in conventional steels as impurities. The concentrations of elements essential for the mechanical properties of some RAFM steels, such as Al and N, required a compromise between the waste disposal scenario and performance demand.
The specific limits and target activation level after service are dependent on DEMO operation and waste management scenario. In the case of F82H, Japanese RAFM steel, achieving the shallow land burial limits 100 years after a reactor shutdown is the current target for reduced activation level. It was found that Ni is the most significant solute that must be removed, and Mo as well in the case of the highest dose region such as first wall, based on numerical analyses of the induced radioactivity. Limiting N to levels below the maximum level relevant for reduced activation criteria will be a potential issue, especially for a large scale melt, but concentrations of Al up to the maximum allowable amount (300 wt. ppm) has been demonstrated on large scale heats [5]. It is apparent from figure 1 of [6] that the European RAFM steels EUROFER-97 already meet the requirement of being Low Level Waste (surface gamma-dose rate below 2 × 10−3 Sv h−1) within 80–100 years after shutdown of DEMO reactor following 5 full power years of operation (12.5 MW year m−2). Up to one order of magnitude lower calculated surface gamma-dose of F82H in comparison to EUORFER97 1000 years after reactor shutdown is mainly due to the lower Nb (1 ppm) content of F82H compared to 10 ppm for EUROFER-97. Reduction of the surface dose rate down to Hands-on-Level (being nearly two orders of magnitude lower than the Low Level Waste rate) will require further reduction of undesirable impurity content which seems to be technically feasible at the expense of production cost [6].
2.2. Physical properties
Physical properties, such as elastic properties, thermal properties and thermal expansion are the key properties to conduct structural design activities. Magnetic properties and electrical resistivity are also essential for designing magnetic confinement fusion reactor in order to evaluate the impact of ferromagnetic property to plasma control, and to evaluate the impact of plasma disruption on in-vessel components. These physical properties of F82H and EUROFER-97 are summarized in [7, 8].
It was indicated that the deviations of elastic properties of F82H from that of Grade91 [9] was very small (figure 1 of [7]), and thermal properties such as thermal conductivity, diffusivity, or specific heat of F82H and EUROFER-97 do not differ from those of Grade91 in general. The thermal conductivity of these RAFM steels shows a higher value than that of Grade91 for lower temperature range, and the thermal conductivity data from an early heat of F82H [10] show somewhat higher values (figure 4 of [7]). The coefficient of thermal expansion (CTE) of F82H at each temperature below 600 °C shows very similar value to that of Grade91. Magnetic properties obtained from the hysteresis loops suggested that there is very small difference in its saturation magnetization of F82H and EUROFER-97.
2.3. Time-independent mechanical properties
Mechanical properties of RAFM steels are based on its specific microstructure, i.e. a high dislocation density, fine martensite lath structure, and high number density of precipitates (mainly M23C6 and MX) on various boundaries and in the steel matrix. The precipitates are expected to be fine and stable to provide good toughness and high temperature resistance, and these fine structures are regarded as the main factor of RAFM's high resistance to various irradiation effects. Since there have been no target value of RAFM properties given from design requirements, RAFM steels have been developed to have the basic mechanical properties, such as tensile, creep and Charpy impact properties, expected to be equivalent to or better than those of Grade91. The international round robin property tests were performed under IEA implementing agreement for a programme of research and development on radiation damage in fusion material in the late 1980s to 1990s on F82H as the reference IEA RAFM steel and the results have been overviewed in [11, 12].
Figure 1 shows the unirradiated tensile properties at room temperature and Charpy impact properties of various heat and thickness of F82H plates. Here the Cr equivalent concentration is described as follows [13].

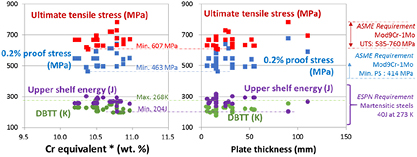
Figure 1. Room temperature tensile properties and Charpy impact properties of various F82H heats. Left figure shows data distribution plotted against Cr equivalent concentration, and right figure shows the plate thickness dependence of those data.
Download figure:
Standard image High-resolution imageIt was clearly shown that those values of 0.2% proof stress and ultimate tensile strength are distributed within the American Society of Mechanical engineers (ASME) defined values for Grade91. There is no requirement defined for Charpy impact properties of Grade91 in ASME, but those data of F82H show quite acceptable for French order concerning nuclear pressure equipment (ESPN) requirement defined for martensitic steels.
The investigation of the mechanical properties of the EUROFER-97 has been the subject of numerous publications [14–22]. The tensile properties of EUROFER-97 were thoroughly characterized by different European laboratories [16–18]. The tensile properties of EUROFER-97 are comparable to those of F82H steels. The influence of the laboratory scale heat treatment on the tensile strength for different product forms has been studied in [16]. The room temperature tensile strength results for rod and plate materials are shown in figure 2. It is found that the application of the laboratory scale heat treatment at a higher austenization temperature leads to the lower room temperature ultimate tensile strength and lower 0.2% proof strength values. The difference in the tensile strength properties, however, diminishes with increasing the test temperature [16]. It has to be noted that in the case of 14 mm plate the reduction of the tensile strength in comparison to the as delivered condition was also observed in lower austenization temperature of 950 °C. This observation indicates that laboratory scale heat treatment with better controllable and more homogeneous temperature profile due to much lower furnace volume leads to a further optimization of the mechanical properties. The Charpy impact properties of different heats of EUROFER-97 have been investigated by using the both standardized ISO-V (International Organization for Standardization V-notch) specimens and miniaturized KLST (Kleinstprobe in German Standard DIN 50 115) specimens [16, 17, 23]. The ductile to brittle transition temperature (DBTT) obtained from ISO-V specimens varied between −72 and −53 °C and ISO-V upper shelf energy (USE) varied between 237 and 300 J. The KLST DBTT values were somewhat higher and varied between −70 and −90 °C. The KLST USE varied between 9.1 and 9.8 J. The application of the laboratory scale heat treatment at a higher austenization temperature of 1040 °C to 25 mm EUROFER-97 plate resulted in the reduction of the KLST DBTT by −9 °C from its as-delivered value of −82 °C for an austenization temperature of 980 °C [19].
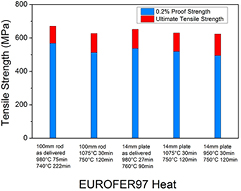
Figure 2. Tensile strength properties of different heats of EUROFER-97 after different heat treatment conditions. The results stem from [16].
Download figure:
Standard image High-resolution imageIt should be noted that these tensile and Charpy impact properties are controllable with the tempering condition. It is clearly shown that the yield stress decreases as the amount of tempering is increased, but for the Charpy impact properties the effect is similar but not as straight forward in case of F82H (figure 3) [24].

Figure 3. The relation of tensile strength (0.2% proof stress) and Charpy impact property (DBTT) of F82H for various tempering conditions [24].
Download figure:
Standard image High-resolution imageFracture toughness is an important parameter for mechanical designs based on a defect-tolerant approach. The J-integral is the key required engineering value in order to evaluate tolerance in thin-walled structures which is the expected usual operating condition for in-vessel components of fusion reactors. Conversely, most fracture toughness data obtained to data have measured the brittle fracture toughness, K value, as ductile brittle transition is very important design issue for ferritic/martensitic steels. The master-curve (MC) method (ASTM standard E1921) is a widely used method to estimate the fracture toughness reference temperature T0, which defines the DBTT, with appropriate statistical accuracy with a minimum number of specimens. This method has been used to obtain the toughness of RAFM steels since it is beneficial for defining the DBTT shift of irradiated RAFM steels with a limited number of the specimens (highly valuable due to limited volumes in currently available fission neutron irradiation facilities). Thus, the fracture toughness has been investigated and T0 has been defined by several laboratories for F82H [25–29] and EUROFER-97 [23, 30, 31]. It was shown in [26] that the application of the MC methods for single temperature datasets might strongly underestimate the T0. A modified MC with a significantly lower athermal part (12 MPa m1/2) than the recommended value (30 MPa m1/2) has been proposed which yielded a test temperature independent reference temperature of −78 °C for the 25 mm EUROFER plate. For comparison, the fracture toughness reference temperature determined by application of the standard MC was found to be −121 °C for the rod material in [23].
2.4. Time-dependent mechanical properties
Thermal aging effects are another key factor which helps to define the design limit of RAFM steel as they are a signature of the phase stability limit. As for the F82H-IEA heat, aging tests performed up to 100 000 h demonstrate only slight softening up to 550 °C, but produce a substantial DBTT shift to room temperature for aging at 550 °C and greater shifts for aging at 600 °C or higher [32]. This is one of the reasons that the upper limit operating temperature of RAFM has been set at 550 °C. Aging test results for EUROFER have been reported up to 12 000 h [17] and shows better aging resistance than F82H. For example, the DBTT of EUROFER does increase due to high temperature aging, but the DBTT shift was limited to 23 °C after aging at 600 °C for 10 000 h [17].
Thermal creep properties are the most important properties to define heat resistant steel. The creep rupture property of F82H [24] and EUROFER-97 [33] turned out to be comparable to those of Grade91 plates (figure 4 of [24]), and this gives a certain level of assurance to the quality of these RAFM steels as the structural material of pressure component. On the other hand, it is important to define temperature, stress and time limits for negligible creep and minimum creep rate for fusion application. The current creep database is not enough to determine the regime of negligible creep, and only limited data are available on the minimum creep rate up to now (figure 4).
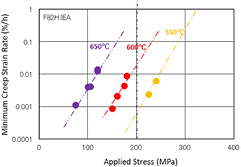
Figure 4. The minimum creep strain rate of F82H-IEA heats at high temperature.
Download figure:
Standard image High-resolution imageThe effects of the pulsed operation expected in ITER and early DEMO operation will cause damage due to fatigue and creep-fatigue interaction. Therefore, fatigue and creep-fatigue properties are another important issue for fusion applications. Various fatigue studies have been reported by EU researchers on EUROFER-97 [14, 34] and Japanese researchers [35, 36] on F82H (figure 5). The creep-fatigue interaction for EUROFER steel has been investigated at 450 and 550 °C in [34, 37]. In [34] the influence of the hold time duration in tension, compression and tension and compression has been investigated at 550 °C for a total strain range of 1.0%. Hold time in tension had no influence on the lifetime up to investigated hold time lengths of 10 min. Hold time in compression, however, led to a progressive reduction of the lifetime with increasing hold time duration. It should be noted that environmental effects, such as oxidation, might have additional significant effects on the creep-fatigue property depending on the purge and/or coolant gas condition of the fusion blanket system. The application of the multi-step low cycle fatigue (LCF) loading by varying the total strain range amplitude on the EUROFER-97 resulted in non-linear damage accumulation in [37]. In comparison to single-step tests some multi-step experiments yielded significantly shorter lifetimes.
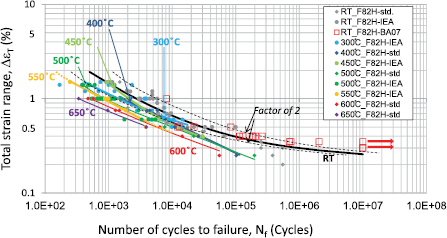
Figure 5. Fatigue property of various F82H heats at different test temperatures obtained with standard size cylindrical specimen.
Download figure:
Standard image High-resolution image2.5. Environmental properties
In the fusion blanket system, the volume of the structural material is expected to be minimized to ensure achievement of sufficient tritium breeding ratio to enable self-sufficiency in DEMO. Therefore, it is very important to evaluate the impact of environmental effects, such as the corrosion rate under various coolant conditions, in order to evaluate minimum allowable wall thicknesses for structural components.
Aqueous corrosion is a key issue in a water cooled blanket. The 9Cr ferritic/martensitic steels generally exhibit better corrosion resistance in the steam generators compared to that of low-alloy steels, and as good as that of austenitic steels. Corrosion behavior of F82H has been studied under BWR condition water (220–290 °C, 10 MPa) for 500 h in a recirculating high temperature water environment containing 1 ppm dissolved oxygen [10], and it was revealed that weight gain of F82H was observed at temperatures over 260 °C but the weight loss was observed below 250 °C.
The impact of flow on corrosion rate is also a key factor to estimate corrosion allowance, as the flowing rate of coolant water is expected to be 2 to 5 m s−1 in fusion blanket systems. The flow assisted corrosion rate has been preliminary assessed using a rotating disk apparatus in high temperature pressurized water of 15 MPa at 300 °C with <20 ppb dissolved oxygen, and the significant weight-loss in rotating condition was reported even though the weight-gain was reported in static condition in this corrosion test condition [38], but the effect becomes insignificant with 8 ppm dissolved oxygen [39].
Corrosion resistance in super critical pressurized water (SCPW) condition was also evaluated to examine the feasibility of SCPW cooled blanket system for higher thermal efficiency. The tests conducted at 290–583 °C under 23.5 MPa pressures suggested that the weight gain due to high temperature oxidation was significant, especially over 550 °C where the corrosion rate was estimated to be 0.04 mm per year [40].
The corrosion behavior of RAFM steels in direct contact with Li–Pb is critical for the advanced blanket system using Li–Pb as the breeding material. Studies were carried out on the compatibility of RAFM steels with flowing Pb–Li as summarized in table 1 [41–47]. The corrosion rate of RAFM steels is less than 100 μm yr−1 in Pb–Li at 480 °C, regardless of the testing periods and the corrosion rate significantly increases with increasing test temperature: 700 μm yr−1 at 550 °C [43]. The high flow rates resulted in a high corrosion rate, indicating that the flow rate needs to be suppressed.
Table 1. Corrosion rate of RAFM steels in Pb–Li.
| Materiel | Method, flow regime/B field | Temperature, Tmax (°C) | Flow rate (m s−1) | Exposure time (h) | Estimated corrosion depth (μm yr−1) | Reference |
|---|---|---|---|---|---|---|
| EUROFER 97 | Flowing (laminar) | 480 | 0.3 | 12 000 | 90 | [42] |
| Flowing (laminar) | 550 | 0.3 | 1000 | 730 | [43] | |
| Flawing (laminar) | 480 | 0.01 | 4500 | 40 | [44] | |
| Flowing (larrinar) | 550 | 237–530 | [47] | |||
| Flawing (laminar)/1.7 T | 550 | 550–900 | [47] | |||
| Flowing (turbulent) | 480 | 90 | [46] | |||
| OPTIFER Iva, F82H-mod. | Flawing (turbulent) | 550 | 400 | [46] | ||
| OPTIFER, MANET 1, F82H-mod. | Flowing (larrinar) | 480 | 0.3 | 6000 | 100 | [41] |
| Fleming (turbulent) | 480 | 100 | [41] | |||
| JLF-1 | Static | 600 | — | 503, 750, 3000 | [45] |
3. Overview of RAFM steel joining technologies
Robust joining technologies are essential to fabricate a breeding blanket due to its geometrically complex structure and requirement of pressure tightness. Suitable breeding blanket performance requires not only to shield neutrons and transfer the fusion energy to the coolant, but also to multiply neutrons and breed tritium.
Welding of high Cr ferritic/martensitic steel has several specific features compared to that of stainless steel. The weld metal (WM) region (or fusion zone FZ) is hard and brittle due to martensitic transformation, and outside the fusion line, there is a heat-affected zone (HAZ) that contains an over-tempered region (OT-HAZ) and a bond region (BOND) where phase transformation occurs by heating above the Ac1 transformation temperature at which austenite begins to form on heating. A transformation line is observed between the OT-HAZ and BOND region. The BOND region consists of a variety of microstructures with different portions of ferrite and martensite with varying prior-austenite grain sizes. i.e. a fine grain HAZ (FG-HAZ) near the transformation line, and a coarse grain HAZ (CG-HAZ) near the fusion line. In general, WM is the most hardened and embrittled region and the OT-HAZ region next to the transformation line is the softest region in the weld. Thus, a post-weld heat treatment (PWHT) is mandatory to obtain similar weldment mechanical properties to that of the base metal (BM), and it is crucial to minimize the impact of mechanical property variation associated with welding in order to secure the structural integrity of the breeding blanket.
Tungsten-inert-gas (TIG) and electron-beam (EB) welding of F82H have been intensively investigated as promising joining procedures, including studies of irradiation effects [48, 49]. EB welding is preferable due to its narrow weld bead, but it requires strict control of execution procedures such as gap control and bucking remaining in the box structure [50]. Meanwhile, TIG welds demonstrate less embrittlement in WM compared to that of EB, and a restriction on the execution could be mitigated. However, issues were raised about using high heat input resulting in extensive OT-HAZ [51, 52]. Various PWHT ranging from 720–780 °C were conducted on narrow gap TIG and EB joints on 45–50 mm thickness plates F82H-BA07 to evaluate the effect of PWHT condition [53]. The selected PWHT conform to the conditions for Grade91 (P-No. 15E, Group No. 1) steel defined in ASME Section VIII. As shown in figure 9 of [53], WM and BOND region (FG-HAZ) shows larger recovery of hardness compared to those of BM and OT-HAZ under a PWHT condition. It is consistent with the improvement in Charpy impact properties as shown in figure 3 of [53].
The development of the joining technologies for EUROFER-97 was the subject of numerous international investigations [54–57]. The multi-step uniaxial diffusion welding (U-DW), TIG, EB, hot isostatic pressing diffusion bonding (HIP DW), and laser welding belong to the promising fusion relevant joining technologies. The U-DW process is a promising technology for joining of plates with pre-machined cooling channels as shown in [54]. The optimization of the diffusion welding parameter (pressure, temperature, time) for EUROFER-97 and application of two-step DW process followed by PWHT of 980 °C/30 min and 730 °C/3 h yielded high quality welded seams as demonstrated in tensile and Charpy impact tests on the welded specimens [54].
4. Irradiation effects on 8–9% Cr RAFMs
14 MeV fusion neutron irradiation effects are the most critical issue since intense neutron displacement damage along with the transmutation produced He and H from Fe (and Cr), whose nuclear reaction cross-section become significantly large over 4 MeV neutron energy, can greatly affect mechanical properties and dimensional stability. The chemical composition changes due to nuclear transmutation may also affect mechanical properties. There is an urgent need to verify these effects using fusion-relevant irradiation experiments, but for the moment, those effects have to be estimated based on the mechanistic understandings obtained through fission neutron irradiation, simulation irradiation such as dual/triple ion irradiation or spallation neutron irradiation, and modeling/simulation calculation. In this section, irradiation effects on mechanical properties and microstructural evolution due to displacement damage and He are overviewed.
4.1. Displacement damage effects on time-independent mechanical properties
Fission reactor irradiation data on F82H and EUROFER has been accumulated under various programs, including domestic, EU/Russia and Japan/US collaboration programs. Now 30–70 dpa irradiation data at ~330 °C are available from a BOR-60 irradiation program [20, 58], and 20 dpa data at 300 °C from a HFIR irradiation program [59]. As indicated in figure 6 of [24] there appears to be an irradiation hardening saturation around 30 dpa for irradiation at temperatures below 350 °C, and irradiation softening was observed for higher irradiation temperatures (above 400 °C) in the FFTF/MOTA irradiation program [4]. It should be noted that the softening is much greater than that observed in thermal aging where no significant softening was observed up to 500 °C/100000 h. Comparatively, minor irradiation induced softening was observed for EUROFER-97 after irradiation to 16.3 dpa at 450 °C in HFR reactor [22]. Another significant irradiation effect on tensile properties is the loss of elongation. Figure 6 shows the dose dependence of 0.2% proof stress and total elongation of F82H at various irradiation temperature ranges. It was clearly shown that the total elongation decreases regardless whether irradiation hardening or softening was observed. It should be noted that there is an impact of size and/or shape of small sized flat tensile specimen shape on quantitative evaluation of total elongation [59]. Elongation properties remained nearly unchanged in EUROFER-97 after irradiation to 16.3 dpa at 450 °C in HFR in comparison with the unirradiated state [22].
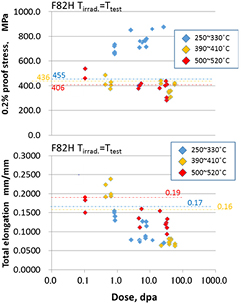
Figure 6. The dose dependence of 0.2% proof stress (upper figure) and total elongation (lower figure) of F82H at various irradiation temperature ranges. The numbers and dotted horizontal lines shown in the figures indicate the respective unirradiated condition values.
Download figure:
Standard image High-resolution imageThe increase in hardness of RAFM steels irradiated at low temperatures produces a corresponding increase in DBTT. Numerous studies have found a linear correlation between the DBTT shift and the increase in tensile strength. The DBTT shift of F82H and EUROFER-97 obtained in post irradiation Charpy impact tests are shown in figure 7. Whereas a rapid increase in DBTT occurs at low doses, only a slight DBTT shift increase is observed as dose is further increased from 30 to 70 dpa at ~330 °C [20, 58]. It should be noted that embrittlement without hardening was also observed for 400 °C irradiated F82H [60]. This tendency quite agrees with the observed irradiation effects on plasticity, as is shown in figure 6, where the loss of total elongation was observed not only at 250–350 °C but also at higher temperatures, even though no or slight hardening was observed at those temperatures, in some cases. These results observed for irradiation above 400 °C could be interpreted as irradiation accelerated aging effects [60], but it should be noted that the embrittlement level is much larger than expected as an aging effect, as the DBTT shifts in the 400 °C irradiated specimens are much larger than that of 650 °C aged F82H [32].

Figure 7. The dose dependence of 0.2% proof stress (upper figure) and upper shelf energy (lower figure) of F82H and EUROFER-97 at various fission reactor irradiation temperature ranges.
Download figure:
Standard image High-resolution imageThe initial heat treatment can affect the irradiation hardening and embrittlement response, analogous to the heat treatment effects on the mechanical properties of as-fabricated RAFM previously shown in figure 3. It was reported that an optimized heat treatment could reduce irradiation hardening and embrittlement in F82H [20, 61–63], and this indicates that PWHT conditions could affect irradiation response. It was also reported that hardening and DBTT shift observed in EUROFER and F82H irradiated to 15–70 dpa at 330 °C can be recovered by post-irradiation heat treatment [58, 64, 65].
4.2. Displacement damage effects on time-dependent mechanical properties
Irradiation creep has been recognized as one of the critical issues to be considered for design activity as it will be the key factor for relaxation of thermal stress expected at the first wall. The irradiation creep data of RAFM steels has been accumulated by the irradiation of pressurized creep tubes in FFTF [66], HFIR [67] and BOR60 [68]. In case of F82H, irradiation accelerated creep is observed at higher temperatures (>400 °C), while irradiation induced creep is observed at 300 °C where the thermal creep is negligible (figure 8). It should be noted that high dose irradiation data could include some portion of stress relaxation depending on the magnitude of creep deformation as it was obtained from creep tube specimens. Irradiation creep of EUROFER-97 was investigated in [68]. Pressurized tubes have been also utilized to determine deformation under applied stresses of 150 and 220 MPa at damage doses of 19, 42 and 63 dpa at the irradiation temperature of 330 °C. The irradiation-creep-modulus A has been determined by using the diametral strain and hoop stress. EUROFER-97 exhibited the irradiation creep modulus of A = (0.7 ± 0.1) × 10−6 (dpa MPa)−1 which is very close to the creep-modulus for similar class of materials, e.g. 9Cr1Mo, 9Cr2WTaV steels.

Figure 8. Hoop stress dependence of F82H irradiation creep rate at several irradiation temperatures.
Download figure:
Standard image High-resolution imageIrradiation effects on fatigue properties are recognized as one of the potentially most important issues to assess the lifetime of the system. The difficulty in the accurate assessment of fatigue life of the irradiated fusion blanket system is that nether in-beam fatigue tests nor post irradiation fatigue tests represent the real fatigue mode expected for the fusion blanket system. Firstly the anticipated fatigue mode is irradiation creep fatigue, and secondly thermal loading and relaxing occurs under neutron flux whereas unloading occurs without neutron iradiation. Currently, there are insufficient experimental data at those fusion-relevant creep-fatigue conditions to conclusively determine whether there will be a significant irradiation effect on the creep-fatigue behavior of RAFM steels. Nevertheless, numerous fatigue property evaluations have been conducted. Post irradiation LCF behaviour of EUROFER-97 and F82H-mod steels has been investigated [22, 65, 69, 70]. In [70] the miniaturized LCF specimens have been tested after neutron irradiation in BOR-60 reactor at 330 °C to damage doses up to 70 dpa for EUROFER-97 and up to 47 dpa for F82H-mod. The strain controlled push–pull (LCF) loading was performed at a constant temperature of 330 °C for different total strain ranges (Δεtot) between 0.8% and 1.2% and at a strain rate of 3 × 10−3 s−1. For low total strain ranges, the irradiated EUROFER-97 exhibited increase of the lifetime in comparison with the unirradiated state. This observation was mainly related to the increase in the elastic part of the cyclic deformation and the related reduction of the inelastic strain amplitude due to low temperature irradiation-induced hardening. At high total strain ranges, however, some of the irradiated EUROFER-97 samples showed reduced lifetime compared to reference unirradiated state, indicating that hardening induced increase in the stress level might lead to enhanced damage evolution. 47 dpa 330 °C irradiated F82H-mod showed no lifetime reduction in comparison with the unirradiated state. Comparatively, EUROFER-97 after irradiation to 16.3 dpa at 250 °C in HFR reactor also did not show reduced lifetime [22]. In contrast, a clear tendency for an increased lifetime compared to the unirradiated state was observed with deceasing total strain range. At higher irradiation temperatures of 350 and 450 °C, however, the lifetime remained in the range of unirradiated material [22]. In-beam (proton beam) fatigue tests have reported a longer fatigue life as the general trend of irradiation effects [71, 72]. However shorter fatigue life is observed in some cases. An additional effect associated with implanted hydrogen may be anticipated in the case of proton beam in-beam fatigue tests [73]. The in-beam fatigue lifetime was between that of unirradiated and post irradiation fatigue test by the direct comparison of in-beam fatigue to post irradiation fatigue test with standard size specimen at 420 °C [74].
4.3. Displacement damage effects on joints
Investigation of the irradiation response of joints of RAFM steels is essential for ensuring structural integrity of the blanket, since the blanket has a geometrically complex structure with various joints and some portion of the joints are located in regions where high irradiation dose is expected. The joints of F82H, which were prepared using TIG and EB welding and diffusion bonding (HIP), were irradiated up to 4.5 dpa at 300 °C [49]. The post-irradiation mechanical tests revealed that, in TIG welding, the hardening in WM and BM are greater than 300 MPa. On the other hand, the HAZ radiation hardening was about half that of the WM and BM. The irradiation hardening observed in the WM region of EB welds irradiated at 400 °C was larger than that in TIG WM regions. Therefore neutron irradiation significantly enhances the weakness of the HAZ. On the contrary, the mechanical properties of HIP joints were very similar to that of BM even after the irradiation.
4.4. He effects on microstructural evolution
Evaluation of transmutation-formed He effects is arguably the most important issue in evaluating 14 MeV fusion neutron irradiation effects for RAFM steels. Since an intense fusion neutron source is not available, effects of He on microstructure evolution, especially on void swelling, have been investigated by neutron irradiation on boron doped RAFM steel or by dual/triple ion irradiation (figure 9) [75–84]. The ion irradiation experiments indicate that void swelling in RAFM is maximized near 470 °C [82] and swelling can be particularly enhanced under triple ion irradiation conditions, suggesting synergistic effects of H and He on dramatically enhancing void swelling [83]. However, the swelling observed in these ion irradiation experiments is affected not only by dose rate (and its depth profile) but also by various undesirable effects due to the specimen surface, boundaries and injected ions [82, 84]. Therefore, the quantitative level of swelling measured in the ion irradiation experiments may be an underestimate of what would occur in a fusion reactor.
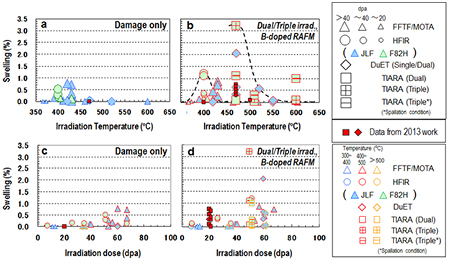
Figure 9. Swelling data with this work is plotted in temperature ((a), (b)) and dose dependence ((c),(d)) of the reported swelling data in RAFM steels irradiated in fission reactors and multi-ion-beam accelerators.
Download figure:
Standard image High-resolution imageA variety of techniques have been used to investigate helium co-production during neutron irradiation, including use of B- or Ni-doped samples. In general, these studies have observed enhanced cavity swelling in samples with fusion-relevant He levels compared to the low swelling observed in standard (low-He) fission neutron irradiation. A new He injection technique during neutron irradiation was reported utilizing Ni(n,α) reactions by plating NiAl on specimen surfaces, and this could solve some of the issues associated with ion irradiation, such as dose rate effect [85]. The key issues with this technique are associated with the limitation of the He injected zone which is just a few μm from the specimen surface, irradiation temperature ambiguity due to irradiation capsule design, and a He-injected neutron irradiation volume that is not sufficient for the quantitative determination of bulk mechanical properties.
4.5. He effects on mechanical properties
Irradiation of B or Ni doped RAFM steels has been conducted to evaluate He (and H) effects on mechanical properties [86–89], and those results generally indicate the presence of helium effects on hardening and embrittlement. However, the application of doping technique has some difficulty in interpretation of the results. In the case of B doped RAFM steel, the transmutation of B, i.e. 10B(n,α)7Li, will complete in the very early stage of irradiation and He/dpa will become excessively high in low dose, if thermal neutrons are not shielded, and the product Li could have an impact on mechanical property changes as Li has very low solubility in Fe, even though some portion of the product Li was observed in (or adjacent to) He bubbles [90]. In the case of Ni doped RAFM steel, the experimental validity was discussed [91, 92] and the formation of a Ni intermetallic phase [93], enhancement of neutron induced amorphization [94] and the impact of initial heat treatment conditions [95] were reported. These indicate the potential difficulty in interpreting results on neutron irradiated Ni doped RAFM as only due to a helium effect.
High energy proton irradiation utilizing a spallation neutron source is the only currently available method that can produce high concentrations of He (and H) during medium-dose (>1–10 dpa) irradiation of bulk specimens. Lots of work has been done at the SINQ Target irradiation at PSI, Switzerland, showing that He will cause extra hardening and DBTT shift even at low dpa [96, 97]. But it should be noted that the helium production ratio in those experiments is 10 times larger than in a fusion environment, the formation of hydrogen is also large, and production and segregation of transmutation elements such as Ca, Ti and Sc were observed [98]. All of these processes could have an impact on the observed mechanical properties. Furthermore, as the specimens are heated mainly by protons, the irradiation temperature of a specimen is more or less proportional to the instantaneous proton flux leading to a large variation in the specimen temperature during the prolonged accelerator irradiation experiment.
Helium implantation using a cyclotron is another alternative method to investigate He effects, even though the implantation depth is limited to about 1 mm from the incident surface. The results of this type of experiment suggest a variety of different responses. In particular, high temperature helium implantation up to 1000 appm was found to cause intergranular embrittlement during Charpy impact tests at low temperature [99], no high temperature He embrittlement effect was observed in post implantation creep tests [100], and significant reduction of the fatigue life and an increase in the micro-crack propagation rate was reported on 350 appm He implanted F82H [29].
5. Evaluation of operational risks for 8–9% Cr RAFMs and possible mitigation strategies
Fusion structural design criteria based on the strategy of safety assurance of fusion systems and specific requirements derived from blanket design define the specification of fusion blanket structural material. Thus the material is expected to fulfill those property specifications under various loading conditions, such as fatigue (and creep-fatigue) loading due to pulse operation, rapid loading due to disruption, or quasi statistic loading due to coolant ingress into blanket structure etc.
In available design codes, material qualification and standardization require to define chemical composition, heat treatment conditions and required properties, and it is required to prove reproducibility and weld/joint technologies along with inspection technologies, and these are expected to be the key presupposition to avoid expected operational risks. In the conventional design code, these material properties are expected not to degrade over the estimated reduction coefficient and the chemical composition is assumed to not change beyond allowable value throughout its life time; this assumption may not applicable under the fusion irradiation environment. Consideration of all possible irradiation effects in material qualification and standardization is a potential approach to deal with this issue, but it is not currently possible as there is no suitably intense 14 MeV fusion neutron irradiation facility, and it requires a large volume of irradiation database. Thus, it is critical to understand and predict the true nature of 14 MeV fusion neutron irradiated RAFM steels, and adapt or generate the design rules corresponding to the expected loading conditions.
The significant operational issues are the irradiation induced embrittlement and loss of ductility. The irradiation embrittlement is the most significant phenomena for reactor pressure vessel steels and corresponding rules for in-service inspection (ASME Section XI) or criteria for protection against failure (ASME Section III Division 1 appendix G) were defined to prevent destructive fracture and evaluate the component lifetime. In the last decade, the Master Curve (MC) method was proposed as a statistically superior method to define the DBTT (T0: the Master Curve reference temperature as defined in ASTM Standard Test Method E 1921) with a smaller number of specimens compared to that of Charpy impact tests. After the successful application of the MC method for the evaluation of reactor pressure vessel steel irradiation embrittlement, various studies have been conducted to apply the MC method to evaluate the magnitude of irradiation embrittlement in RAFM steels [27, 29, 31, 101]. There are two issues to apply this method for fusion application. Firstly, the MC method is theoretically based on the weakest link theory, and assuming that the fracture mechanism does not change after irradiation [102]. Since the final goal for RAFM steel development is to estimate DBTT shift under 14 MeV fusion neutron irradiation, it will be difficult to depend on the assumption that the 'Master Curve' will not change after irradiation, until we get the confidence on the fracture mechanism of 14 MeV fusion neutron irradiation. Secondly, the application of the MC method to judge the embrittlement level of fusion blanket structure could be excessively conservative, because the fusion blanket first wall will be a thin wall structure to achieve high tritium breeding ratio, and its low temperature region in the first wall will be spatially limited to the near vicinity of the cooling channels due to high heat flux from plasma. Conversely, the current MC curve method was developed for fission reactor pressure vessels with thick walls (large geometric constraint) and homogeneous temperature distribution. These issues can be solved with the different approach for cleavage fracture, such as the application of the Weibull stress criterion [103, 104].
Exploration of modifications to the composition and/or thermal treatment of RAFM steel has been conducted in parallel as a strategy to potentially mitigate irradiation induced embrittlement and loss of ductility. In case of F82H, it was demonstrated that a slight increase of Ta concentration from 0.04 wt% to 0.1 wt% was effective to suppress irradiation embrittlement [105], and the optimization of heat treatment conditions could also suppress the embrittlement [106]. These findings are suggesting possible metallurgical solutions for the issue of irradiation embrittlement, and further research and development is required not only to accumulate additional experimental data but also to optimize the blanket fabrication process.
The current design codes presuppose the high ductility and plastic hardenability of the structural material in order to secure the structural integrity at the highly stress concentrated region of structurally discontinuous parts under a variety of transient loading condition changes [107]. This presupposition make it possible to exclude the impact of flaws or damage which could not be detected by non-destructive testing. Thus, the loss of ductility is expected to lead to destructive plastic instability due to immediate plastic flow localization at a flaw (notch) or defects or structurally discontinuous part. This issue was discussed and included in the ITER structural design criteria for in-vessel components (SDC-IC 2725) for the case of irradiated austenitic stainless steels [108], where local fracture due to exhaustion of ductility can be expected at zones of stress concentration or in the areas of high elastic follow up. The criteria are based on the fact that the irradiated stainless steel (316L(N)-IG) behaves as an elastic/perfect plastic body at low temperature (<250 °C) as shown in figure 1 of [109] and figure 2 of [110]. Low temperature irradiated F82H shows different post-irradiation plastic deformability, i.e. total loss of uniform elongation and no plastic hardenability in engineering stress–strain curve (figure 10), which indicate severe sensitivity to flaws or defects. (It should be noted that stainless steel shows the same tendency when it was irradiated at 330 °C as shown in figures 3 and 4 of [110].) On the other hand, true stress true strain analyses on low temperature irradiated F82H indicate that ductility and plastic hardenability is still present even after 20 dpa irradiation [111] and the apparent loss of ductility in the engineering stress–strain curve is associated with pronounced necking (flow localization) after yielding. The engineering stress–strain curve simply reflects the deformation behavior of the material with a tensile specimen geometry under uniaxial load, and does not represent the complete nature of the material's deformability. Thus, the impact of ductility reduction on the structural integrity should be evaluated in view of design criteria with the understanding of the true nature of the deformability of irradiated RAFM steels.

Figure 10. Engineering stress–strain curves of irradiated F82H tested at irradiation temperature.
Download figure:
Standard image High-resolution imagePronounced cyclic softening of RAFM steel related to cyclic aging of the tempered martensite microstructure is a big concern with respect to its creep resistance. In low cycle region, cyclic softening is very strong leading to a decrease in the strength up to 30% of the initial strength value within the first 10% part of the lifetime [34]. Fatigue cracks formed in the sample may accelerate the creep damage accumulation [112]. The 9Cr–1Mo steel specimens subjected to pure fatigue prior to creep load application exhibited a much shorter creep lifetime, by a factor of 3–4 [112]. Furthermore, a problem related to the estimation of creep-fatigue interaction was addressed in the same paper. Depending whether the stress of the first cycle or the stress at half lifetime is used for the analysis the creep lifetime will be under or overestimated. In addition to the investigation of the creep fatigue interaction in the cyclic tests combined with long hold times (on the order of one hour) in tension, compression + tension, and compression fatigue cycles, the investigation of the creep resistance of RAFM steels after different levels of softening will be required in order to assess the lifetime of the in-vessel components.
6. Recommendations
It was indicated in the above sections that RAFM steels, which have been under development for more than one quarter century, have sufficient potential to be classified as the benchmark structural material for in-vessel components of fusion reactors due to their numerous favorable thermomechanical properties, strong industrial fabrication infrastructure, good fission neutron radiation resistance, and relatively low induced radioactivity for safety, recycling and waste disposal considerations. Ultimately, as has been the case for fission reactors, the full qualification of RAFM steel to be used as the structural material of fusion in-vessel components under fusion environment may only be achieved through ITER TBMs and the actual DEMO service. However, the impacts of 14 MeV fusion neutron specific effects, and in particular the influence of transmutation formed helium and hydrogen on various properties (sections 4.4 and 4.5), should be quantitatively evaluated under fusion-relevant conditions in advance in order to facilitate permission for installation of TBMs in ITER or construction of DEMO. As noted elsewhere [113], simulation data suggest that He effects in irradiated RAFM steels may emerge for fusion neutron dose levels above 10–25 dpa depending on the specific property and exposure temperature, but these estimates are highly speculative due to potential artifacts associated with the simulation experiments. Scientifically rigorous estimates of 14 MeV fusion neutron specific effects should be performed based on the mechanistic understanding obtained by simulation irradiation experiment and modeling/simulation calculation studies. This estimation should be used to predict the threshold irradiation doses, below which no significant extra effects are expected beyond standard fission neutron degradation phenomena, in order to estimate the allowable range of irradiation conditions where RAFM steel fission irradiation databases could be used as the reference data for fusion structural design activities.
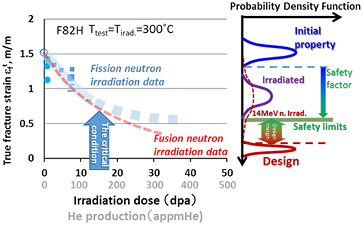
It should be noted that the fission reactor irradiation is the only practical method to estimate the impact of irradiation on various material properties, but various issues arise to define irradiation effects for design activity, since the accumulated irradiation data are valuable for qualitative assessment, but not satisfactorily qualified data to be used as the design data, i.e. most of the irradiation data will be disqualified if the data are assessed by the same requirement level which is defined in the current standard for new material. And this lack of qualification will be more significant in case of 14 MeV fusion neutron irradiation data since the irradiation volume of such will be much less than that of fission irradiation (figure 11).
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Figure 11. Conceptual figure of the applicability limit of fission neutron irradiation data (left) and the illustration diagram of the relation between design safety limit and material property changes (right), based on the post irradiation true fracture strain of F82H calculated from the reduction of area obtained by fractography.
Download figure:
Standard image High-resolution image{kind=link}
Valuable international research performed over the past 35 years has identified generalized geometries for miniaturized specimens that can provide valid bulk material properties data [114–116]. However, the lack of robust international standards for small specimen test technology (SSTT) and irradiation experiments create some ambiguity on the irradiation data quality assurance, as it depends on the quality and reliability of each post-irradiation experimental facility or irradiation vehicle at each research reactor. Despite the high costs and technical challenges related to test reactor irradiations of standard specimens, a few comparative studies of irradiated small and large specimens may become mandatory for the acceptance of the results obtained by application of specific SSTT and/or from specific reactor irradiation and post irradiation examination facilities. The modelling of the behavior of small specimens and development of the methodologies for the interpretation of experimental results obtained by means of SSTT is another important approach for the acceptance of SSTT [117].
The preceding discussion suggests that fusion neutron irradiation effects should be treated as an ambiguity factor which could be incorporated within the safety factor, and the safety factor will be defined by the design criteria which have to be developed with regard to the irradiation effects. That is, the structural integrity should be defined by taking consideration of the specific features of material properties' changes based on the mechanistic understandings of those phenomena, since the property degradation due to irradiation is inevitable and the criteria have to be applicable for 14 MeV neutron irradiated structures. Thus the operating life condition of the in-vessel component will be defined by the condition at which those ambiguities due to neutron irradiation become too large to be accepted, or by the critical condition at which 14 MeV fusion neutron irradiation effects is expected to become different from fission neutron irradiation effects (figure 11).
As noted elsewhere [118], improvement in the reliability of estimates regarding the suitability of current RAFM steels for fusion DEMO applications could be effectively achieved by gaining access to an intense fusion neutron irradiation facility. This facility could provide dual beneficial roles: (1) improved scientific understanding of fusion-specific irradiation phenomena (e.g. identifying conditions where fission neutron results are valid for DEMO engineering design purposes), and (2) acquisition of fusion-specific engineering design and licensing experimental irradiation data [118]. It is highly desirable to verify those estimated fusion neutron irradiation effects at an early date with 14 MeV neutron irradiation to prove reliability of the above strategy and to identify the prospective life time of the RAFM steels. An intense fusion-relevant neutron source such as IFMIF (the International Fusion Materials Irradiation Facility), an accelerator-based neutron source that will use Li(d,xn) reactions to generate a flux of neutrons with a broad peak at 14 MeV equivalent to the conditions of the Deuterium–Tritium reactions in a fusion power plant, is highly expected as the essential facility for fusion materials evaluation [119]. The early realization of an intense 14 MeV neutron source, such as an intense neutron irradiation facility such as A-FNS (Advanced-Fusion Neutron Source) at the BA Rokkasho-site taking benefit of IFMIF/EVEDA accelerator, could be highly important to minimize the engineering risks of DEMO reactor design and to break though the barrier for getting permission of DEMO construction.