
Abstract
Progress in superconducting bulk materials has been somewhat overshadowed by the considerable effort required to produce practical long-length conductors. There has, however, been steady progress in both the materials science of bulk superconducting materials and the technologies required to use them effectively in engineering applications. In particular, magnetised bulk superconductors are capable of acting as quasi-permanent magnets with the potential of providing magnetic fields of several tesla or greater from a small volume of material, they can act as magnetic shields and they can provide self-stabilised levitation. This roadmap, based on a workshop which involved the participation of a wide range of academic and industrial participants (see doi: 10.17863/CAM.586 for details of the workshop methodology), aims to explore some of the key potential domains of application of bulk superconductors. Detailed technological roadmaps are presented for four key applications that were identified as providing both good market opportunity and feasibility. These are: portable systems for bulk superconductivity; portable, high-field magnet systems for medical devices; ultra-light superconducting rotating machines for next-generation transport & power applications; and magnetic shielding applications for electric machines, equipment and other high-field devices.
Export citation and abstract BibTeX RIS

Original content from this work may be used under the terms of the Creative Commons Attribution 3.0 licence. Any further distribution of this work must maintain attribution to the author(s) and the title of the work, journal citation and DOI.
1. Introduction
Superconducting materials find practical application in one of three broad forms: wires and tapes, thin films and bulks. Since the arrival of high-temperature superconducting (HTS) materials 30 years ago, and more recently the discovery of superconductivity in MgB2 and iron-based materials, progress in bulk materials has been somewhat overshadowed by the considerable effort required to produce practical long-length conductors. There has, however, been steady progress in both the materials science of bulk superconducting materials and the technologies required to use them effectively in engineering applications. Magnetised bulk superconductors are capable of acting as quasi-permanent magnets with the potential of providing magnetic fields of several tesla or greater from a small volume of material. State-of-the-art bulks have demonstrated trapped magnetic fields of up to 17.6 T in bulk HTS (at 29 K in the centre of a stack of two 25 mm diameter Gd–Ba–Cu–O bulks, fabricated by the top-seeded melt-growth process [1]), 5.4 T in bulk MgB2 (at 12 K on the surface of a single 20 mm diameter MgB2 bulk, fabricated by hot-pressing ball-milled Mg and B powders [2]), and very recently, 1 T at 5 K in a stack bulk iron-pnictide (Ba-122) superconductors [3].
Bulk superconductors offer a number of advantages over conventional permanent magnets: the available field can be up to an order of magnitude higher, and unlike electromagnets, no direct, continuous connection to a power supply is necessary. In addition, a complex multi-step processing technique is not required, like for wires/tapes and thin films, resulting in a simpler fabrication process. Other advantages include the fact that, unlike conventional magnets, a bulk superconductor may be safely and conveniently turned off by simply heating it.
In brief, the potential applications of bulk superconducting materials fall into three areas:
- •flux shielding applications, exploiting the diamagnetic behaviour of type II superconductors (e.g., magnetic shielding, magnetic lenses);
- •flux pinning applications, exploiting their hysteretic behaviour (e.g., levitation, magnetic bearings, flywheel energy storage and superconducting mixers); and
- •flux trapping applications, exploiting their high magnetic field-trapping capability (e.g., magnetic separation, motors/generators, NMR/MRI, Lorentz force velocimetry and magnetic drug delivery systems).
All of these applications are dependent on the availability of cost-effective cryogenics, but, as explained in the individual sections of this roadmap, they differ significantly in the other associated technical challenges.
This roadmap is based on the outcomes of a facilitated workshop at the University of Cambridge's Institute for Manufacturing, funded by the Engineering and Physical Sciences Research Council (EPSRC), that took place in Cambridge in July 2016. This brought together a wide range of participants from both the bulk superconductivity community, as well as potential end-users, including representatives from both academia and industry. The aims of the workshop were to (1) identify medium- and long-term developments in bulk superconductivity, (2) frame a research strategy for the academic bulk superconductivity community and (3) align this research strategy to the needs and wants of industrial partners.
In this paper, detailed technological roadmaps are presented for four key applications that were identified as providing both good market opportunity and feasibility and selected for further exploration during the workshop. This includes the background and current status of the application, the technological developments required for their practical exploitation and commercialisation and the current or anticipated barriers towards commercial deployment. Readers interested in full details of the road-mapping exercise, which formed the basis for this present work, can download the workshop report from the University of Cambridge Apollo archive (doi: 10.17863/CAM.586).
The four applications considered in detail are:
Portable systems for bulk superconductivity
The trapping of magnetic field in bulks essentially creates a quasi-permanent magnet. Here the key challenge is the creation of the persistent current that flows within the material and significant advances have been made in such charging techniques. The potential of replacing conventional permanent magnets in motors is a key prospective application, but there are also potential medical and industrial applications.
Portable, high-field magnet systems for medical devices
In addition to generic portable high fields, there is scope to apply bulk superconducting magnets in medical applications, which have very specific requirements. One obvious application is low-cost and portable MRI, where bulk superconductors have the potential to carve out an intermediate market segment between permanent magnet-based systems and large, expensive superconducting solenoids. The accessible high magnetic field available from portable bulk-systems also have the potential to enable innovative medical treatments, such as those involving large field gradients and magnetic drug targeting.
Ultra-light superconducting rotating machines for next-generation transport & power applications
The use of bulk superconductors as a source of magnetic flux in motors and generators is a potential route to very lightweight, high power motors that will find a use in aviation applications. Further in the future, if cost and complexity could be driven down, such motors could well find wider application.
Magnetic shielding applications for electric machines, equipment and other high-field devices
Magnetic shielding is often difficult to achieve except with expensive, multiple layers of mu-metal and other, difficult to process, specialist alloys. Such shielding is wasteful of space and limited in the field it can exclude. For a wide variety of applications, superconductors offer the potential of lightweight and compact magnetic shields.
It is clear that bulk superconductors, long languishing in the shadow of expensive, capital-intensive wire development efforts, are now poised to make a significant contribution to solving practical engineering challenges, across a wide variety of fields and in an economic fashion. This roadmap provides the necessary steps required to exploit these technologically important materials to deliver important societal and industrial benefits.
Acknowledgments
The authors wish to express their sincere thanks to Dr Nicky Athanassopoulou, Ms Andi Jones and Dr Rob Phaal of Institute for Manufacturing Education and Consultancy Service Ltd for their excellent work in organising and facilitating the road-mapping exercise upon which this current work is based. The authors would also like to express their appreciation of the contribution made by the other participants at the workshop: Hari Babu Nadendla (Brunel University), Pavol Diko (Slovak Academy of Sciences), Tomáš Hlásek (CAN Superconductors), John Hull (The Boeing Company), Lars Kühn (evico), Mathias Noe (KIT), Jan Plecháček (CAN Superconductors), Yunhua Shi (University of Cambridge) and Frank Werfel (ATZ). The authors acknowledge financial support for the road-mapping exercise on which this work is based from the University of Cambridge EPSRC Impact Acceleration Account (EP/K503757/1).
2. Portable systems for bulk superconductivity
Difan Zhou1, Tom Bradshaw2
1Department of Engineering, University of Cambridge, Trumpington St, Cambridge, CB2 3QZ, United Kingdom
2STFC, Rutherford Appleton Laboratory, Harwell Campus, Didcot, OX11 0QX, United Kingdom
Current status
A portable magnet system can be considered one of the most straightforward potential applications of bulk superconductors. This system is often referred to as a trapped field magnet (TFM). The potential of such systems is indicated by the performance achieved to date in bulk materials: 17.24 T at 29 K for Y–Ba–Cu–O [4] and 17.6 T at 26 K for Gd–Ba–Cu–O [1]. This strong magnetic field—an order of magnitude stronger than a permanent magnet—is a clear advantage; however, the cost is the extra effort required in cooling and charging the system. Therefore, the key point of developing a portable magnetic system is to maximise the useable magnetic field from the bulk superconductors within a simple and user-friendly structure.
The IMRA Material R&D Co. Ltd in cooperation with several universities in Japan, has made a great effort in promoting the practical applications of such bulk superconducting magnets. In 2005, they achieved a strong magnetic field with a peak value of 7.2 T on the bulk surface and 5.2 T outside the cryostat from a 60 mm diameter Sm–Ba–Cu–O bulk [5]. In 2009, Hitachi reported a portable magnet designed for a drug delivery system [6]. Nakamura et al from RIKEN, Japan, have developed portable magnetic systems using bulk superconductor annuli for NMR and MRI [7]. The operating magnetic field in these systems reaches 4.74 T with considerable uniformity. Similar research has also been carried out by the Japan Railway Technical Research Institute [8]. Recently, the Cambridge Bulk Superconductivity Group constructed a portable magnet system based on a pulsed field magnetisation (PFM) technique [9] and achieved a magnetic field greater than 3 T on the surface of the bulk superconductor.
Current and future challenges
The challenges for constructing a portable magnet system primarily lie in the cooling and magnetisation techniques. For cooling, commercial cryocoolers based on either the Gifford-McMahon (GM), pulse tube (PT) or Stirling cycles are available that meet the temperature and cooling power requirements of most of the applications that utilise bulk superconductors. A useful review is given in [10]. The limitations on these are the allowable magnetic field on the cold head, together with mass, size and cost. Different crycocoolers generally have differing limitations on the allowable magnetic field environment. For some Stirling cryocoolers, the limitation is around 100 mT on the compressor's body. For GM cryocoolers, the limit is around 30 mT (although this is normally an issue for the head of the cryocooler not the cold stage itself). Low temperature (4 K) cryocoolers suffer some performance degradation if the cold fingers are in a magnetic field due to reduced regenerator efficiency. Although the cold head of a GM/PT cryocooler can be relatively compact, the compressor unit is normally floor-mounted and quite bulky. In addition, either water cooling or air cooling is required.
For conventional bath cooling, liquid nitrogen (77 K) is generally available in hospitals or industrial locations and is cheap enough that its use is not an insurmountable barrier. Training is required in its handling, and this could be a difficulty in locations where it is not normally used. The more demanding applications of bulk superconductors will require lower temperatures. Other cryogens, such as liquid helium, are not generally available and not suitable for medical or industrial deployment due to the high cost and limited availability except in specialist applications (e.g., superconducting magnets for MRI). Compact low temperature cryocoolers will therefore be required to satisfy this requirement.
For magnetisation, there are generally two methods: field cooling (FC) and PFM. The FC method is able to fully exploit the flux trapping capability of a bulk superconductor; however, it requires an external field (Bex) greater than or equal to the target field applied before cooling. Consequently, a large bore superconducting coil magnet is necessary, which is large and expensive and indeed negates many of the advantages of portability sought from the use of bulk materials. On the other hand, the PFM method is a well-developed technique for magnetising conventional permanent magnets with economic and size advantages. However, the interaction between the external field and the pre-cooled bulk superconductor happens over a very short time, commonly within a pulse width of tens of milliseconds, which makes the PFM a quasi-adiabatic process. The significant heat generated due to rapid flux motion will warm up the bulk superconductor and thus limit the trapped field.
Advances in science and technology to meet challenges
Most of the bulk superconductor magnet systems developed so far adopt cryogen-free conduction cooling and FC magnetisation. For example, in the system developed by the Hitachi group [6], the superconductors, a stack of six Gd–Ba–Cu–O bulks with diameter of 45 mm and thickness of 15 mm, were cooled down to around 38 K by using a compressor integral-Stirling cryocooler. A 100 mm bore, 10 T solenoidal superconducting magnet was employed to generate a static field for magnetisation. As a result, the maximum flux density at the surface of the vacuum chamber reached 5.07 T and 6.76 T when the applied field was 6 T and 10 T, respectively.
Generally speaking, a base temperature of 30 K is sufficient for operation, since below this temperature, a tremendous static field will be required to fully magnetise the bulk superconductor, meanwhile the mechanical stresses within the bulk material and the thermal stability of the flux pinning will become major problems [1]. For this lower temperature range, more compact portable systems could be developed from space cooler technology, which in addition to being lightweight, also have a long life and require no maintenance. The power requirements are generally low for this class of cooler. A prime candidate for this application is a cooler based on the expansion of a gas through a fine nozzle, as in Joule–Thomson coolers. Other thermodynamic cycles should also be considered. Reverse Brayton coolers hold promise as the working fluid can be directed to the object being cooled with the mechanisms being remotely located. Similarly, Joule–Thomson devices can also be designed with the compressors remote from the cold head. Conduction cooling over any distance should be avoided at cryogenic temperatures as the mass and volume penalties are generally high. With Joule–Thomson coolers, the temperature range of a given device is restricted by the choice of working fluid. For a particular application where the magnet is used to target drug delivery, lightweight devices that can be rotated and brought to the area of interest on the body are required. In some applications compressor noise can be an issue. The cool-down time for use in a medical environment also needs to be minimised to enable flexible usage. A target time of a few hours should be realistic.
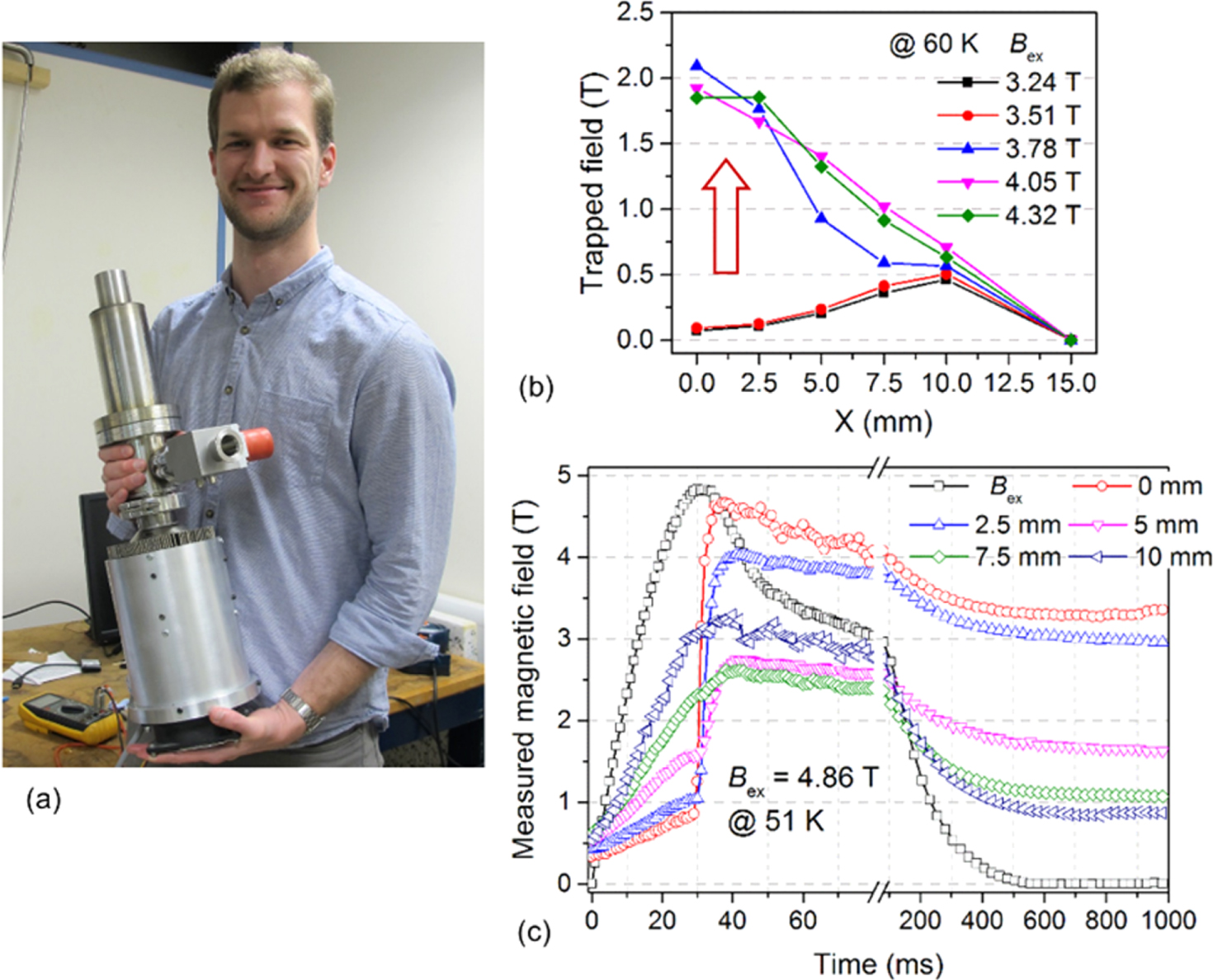
With respect to the choice of magnetisation, the FC method, which requires the use of an additional superconducting magnet, is not viewed as being practical; thus, it is crucial to improve the efficiency of PFM. It was found in recent research on PFM that the magnetic flux might penetrate into the bulk superconductor rather more easily than might be thought, by exploiting a flux jump or flux leap phenomenon trigged by heat generation [9, 11]. Figure 1(a) shows a picture of the portable magnet exploiting this effect developed by the Cambridge Bulk Superconductivity Group. As shown in figures 1(b), 3.78 T can be considered a critical applied magnetic field, Bex, for achieving a strong trapped field at 60 K. Below this critical value, the resulting trapped field was small and its distribution agreed well with Bean's critical state model. This critical Bex increased to 4.86 T at 51 K. Figure 1(c) shows the measured magnetic field against time during the whole PFM process: a sudden increase in magnetic flux density at the centre of the sample's surface can be clearly observed when Bex approaches the peak. Consequently, a trapped magnetic field with a peak value of 3.2 T was achieved. Furthermore, pre-arrangement of magnetic flux at the side of the bulk superconductor using a multi-pulse procedure may enhance the final trapped field, especially at lower temperature. These results suggest that PFM can be applied practically in portable devices.
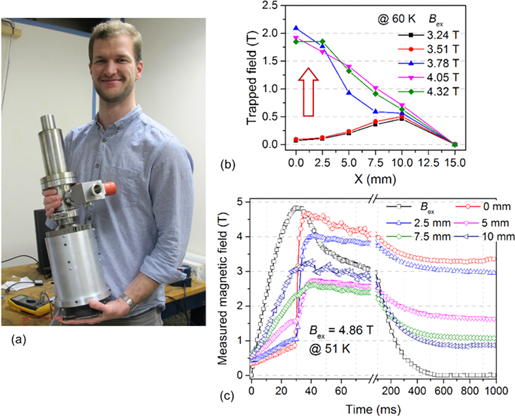
Figure 1. (a) A picture of the portable bulk superconducting magnet developed by the Cambridge Bulk Superconductivity Group. (b) Trapped field distribution after pulsed external fields of different magnitudes were applied at 60 K. The origin is the centre of the bulk surface. (c) Measured magnetic field against time during the PFM process with Bex = 4.86 T at 51 K.
Download figure:
Standard image High-resolution imageConcluding remarks
The key challenges in achieving portable bulk superconductor trapped field magnets lie in the cooling and magnetisation. The continuous development in cooler technology is bringing the system towards lightweight, long life and high reliability devices, which means that, in the near future, it is unlikely that cooler technology will be a limiting factor. Previous difficulties in charging such systems meant limited interest in them for practical applications, but PFM has been shown to work well and reliably, with the recent observation by Weinstein et al that fields of twice the desired trapped field are not required being potentially key to future development [11].
3. Portable, high-field magnet systems for medical devices
Mark D Ainslie1, Susannah Speller2
1Department of Engineering, University of Cambridge, Trumpington Street, Cambridge CB2 1PZ, United Kingdom
2Department of Materials, University of Oxford, 16 Parks Road, Oxford OX1 3PH, United Kingdom
Introduction and current status
The use of high magnetic fields in clinical environments is well established, with magnetic resonance imaging (MRI) body scanners being an essential diagnostic tool used in hospitals across the world. There is also a growing interest in the use of magnetic fields in revolutionary therapeutic applications, including magnetically targeted drug delivery, magnetic cell separation and controlled local heating (hyperthermia) for treating cancer tumours [12, 13]. These techniques involve using external magnetic fields to manipulate biocompatible magnetic nanoparticles, such as superparamagnetic iron oxides. Since the magnetic force on the weakly magnetic nanoparticles is proportional to the field gradient product, (B · ∇)B, high magnetic fields and field gradients are required at the target site to effectively trap the magnetic nanoparticles. However, the field (and field gradient) achievable using ferromagnets is intrinsically limited by their low magnetisation values (∼1.5 T), even when complex Halbach arrays are used to concentrate the field [14].
Magnetised disc-shaped bulk superconductors offer the possibility of super-strength, stable permanent magnet (PM) analogues, capable of providing fields of several tesla in a compact and portable magnet system. The available field on the surface of such discs can be up to an order of magnitude higher than conventional PMs. Compared with electromagnets (copper-wound or superconducting), no direct, continuous connection to a power supply is required and the size of the magnet to provide the same field is considerably smaller. In addition to providing a large magnetic field, B, the magnetic field gradients, dB/dz and dB/dr, are naturally large in a magnetised bulk superconductor, where z is the vertical position above the surface of the bulk and r is the radial position from the centre above the surface of the bulk. Since the force exerted on a magnetic particle can be given by equation [15]:

where A is a constant, the large magnetic forces that can be exerted by bulk superconducting permanent magnets makes them attractive for a range of applications.
In the biomedical field, such a magnet system could be applied to high gradient magnetic cell separation, whereby magnetically-tagged target cells are separated from their native fluids to produce concentrated samples for further analysis [12]. For example, magnetic cell separation techniques using conventional ferromagnets have been successfully used enhance the detection of rare tumour cells [16] and malarial parasites in blood samples [17, 18]. Magnetic drug targeting is another biomedical application that relies on the application of an external magnetic field to trap therapeutic drug agents at the specific target site in the body. This has applications for a range of treatments, including chemotherapy, where concentrating the drug at the desired location increases its effectiveness and minimises unwanted side-effects. One of the main challenges of this promising therapy is that magnetic fields decay rapidly with distance from the magnet, limiting the applications to relatively shallow target sites in the human body [14]. The magnetic force on the tagged entities also has to be large enough to overcome the hydrodynamic drag force of the blood. Using a Halbach array of ferromagnets, Owen et al have succeeded in trapping magnetically-tagged microbubbles under a physiologically relevant combination of vessel sizes, flow rates and shear rates corresponding to larger capillaries, all veins and venules and small arteries [19]. However, in these in vitro experiments the results were achieved by placing the magnet just 1 mm from the tubing representing the blood vessel, and to obtain this performance in deeper blood vessels, improvements in magnet field strength and field gradient are imperative.
The superior characteristics of bulk superconducting PMs have already been exploited successfully in a magnetic drug delivery system [20]. In this work, a liposome consisting of a phospholipid bilayer membrane was used a drug carrier, where ferromagnetic particles and the drug are encapsulated together. The magnetic magnetite-liposomes were then injected into a simulated blood vessel and directed to the target area of the in vitro device by the strong external magnetic field generated by a bulk high-temperature superconducting (HTS) magnet. A Gd–Ba–Cu–O bulk, generating a 4.5 T surface field, was used in navigation experiments on water (flowing through a glass tube) and pig's blood (flowing through a pig's blood vessel), both containing 100 nm diameter magnetite particles. The flow rate of both liquids was 200 mm s−1 and the Y-shaped glass tube and blood vessel were located 50 mm and 25 mm away from the magnet, respectively. The resultant magnetic fields and field gradients at the branching point were 0.088 T and 4.3 T m−1 (glass tube) and 0.3 T and 25 T m−1 (blood vessel). The goal of a navigation efficiency of 2:1 was achieved successfully in both cases, even at a distance of 50 mm away, suggesting the system would be effective deep inside a body. A similar system has also been identified as being potentially useful for other therapies, including hyperthermic treatment of tumours [12, 21], where a large magnetic field in close proximity to a tumour is combined with RF or other methods to produce local heating to destroy the tumour.
A ring-shaped bulk superconductor can provide reasonably uniform, high magnetic fields within its bore. As a medical application, such bulks have been demonstrated successfully in bulk superconductor-based NMR and MRI systems, where a probe is inserted into the central bore of a stack of magnetised bulk rings, to improve the performance of such systems with a compact and cryogen-free design. A vision for such devices would be to deploy them in doctors' surgeries as a speedy and accessible imaging and/or monitoring tool.
In 2007, the first proton NMR signal at 2.89 T (123 MHz) was reported with a demonstrator system, consisting of two Sm–Ba–Cu–O bulk rings with an outer diameter of 36 mm and inner diameter of 7 mm [22] with an NMR spectrum linewidth of around 228 kHz (1850 ppm). A new magnet was developed using six annular Eu–Ba–Cu–O bulks (60 mm outer diameter, 16 mm inner diameter) stacked to a height of 70 mm, and in 2011, the 1 H spectra of toluene with a full width at half maximum of 0.4 ppm (80 Hz) was achieved in the 10 mm room temperature bore [23]. The first magnetic resonance images using annular Eu–Ba–Cu–O bulks were also reported in 2011, with a magnetic homogeneity of 37 mm achieved in a Φ 6.2 mm × 9.1 mm cylindrical space with first order shimming [24]. Using this system, a clear 3D image of a chemically-fixed mouse foetus was acquired.
Major challenges
Large diameter samples with high, homogeneous Jc characteristics
A large B and field gradient are needed for many of the medical applications described above, which leads to a requirement of a high and homogeneous critical current density, Jc, flowing near-uniformly over the volume of the bulk. For in vivo applications, magnet diameters of 80 mm or greater are desired to achieve a useful magnetic field inside the body. For in vitro applications, this requirement is less stringent: bulks with diameters as small as 15–20 mm could be suitable.
In NMR/MRI systems, there are additional and crucial requirements to commercial success: high temporal field stability and spatial homogeneity within the magnet bore. Bulk HTS materials, due to the nature of the melt-growth process, often have an inhomogeneous Jc distribution and trapped field profile [25]. This issue worsens with increasing sample size and it is difficult to fabricate high quality samples larger than around 50–60 mm in diameter. To compete with existing commercial NMR/MRI systems with similar bore sizes, ring-shaped bulk superconductors with outer diameters of up to around 100 mm would need to be routinely fabricated with excellent superconducting properties. It may be possible to incorporate a bulk superconducting magnetic field lens to concentrate the magnetic field in the bore, and perhaps even increase field homogeneity, to improve performance and resolution [26].
Bulk magnesium diboride (MgB2) offers a potential alternative to fabricate large, homogeneous samples, but there are some critical issues towards applying these materials practically: the lower critical temperature, Tc, of MgB2 requires a lower operating temperature (20 K or lower at present), which would require a bulkier, more expensive and more complicated cryogenic system. This operating temperature can also lead to thermal instability/flux jumps, especially during pulsed field magnetisation (PFM) [27]. In addition, bulk MgB2 has a lower Jc that decreases exponentially with increasing field [28]. As a result, the highest field trapped field to date is 5.4 T at 12 K in a single 20 mm diameter sample, fabricated by hot-pressing ball-milled Mg and B powders [2]. Several different fabrication techniques exist with improvements continuing to be made [28].
Recent developments in fabricating Fe-based bulk superconducting materials offer the possibility of large samples with a homogeneous Jc and a very high critical magnetic field, Hc2, providing potentially better in-field performance than MgB2, as well as a stable source of magnetic field [3]. However, the fabrication of such materials is still in its infancy: 1 T at 5 K and 0.5 T at 20 K has been achieved inside a stack of Ba-122 (iron-pnictide) bulks 10 mm in diameter. The Jc value, as well as size, needs to be significantly increased in order to provide fields of several tesla [29], and there are clear disadvantages associated with the toxicity of arsenic in the highest performance Fe-based superconductors. Furthermore, the operating temperature would likely be similar to that of bulk MgB2 systems, leading to the same disadvantages with respect to cooling.

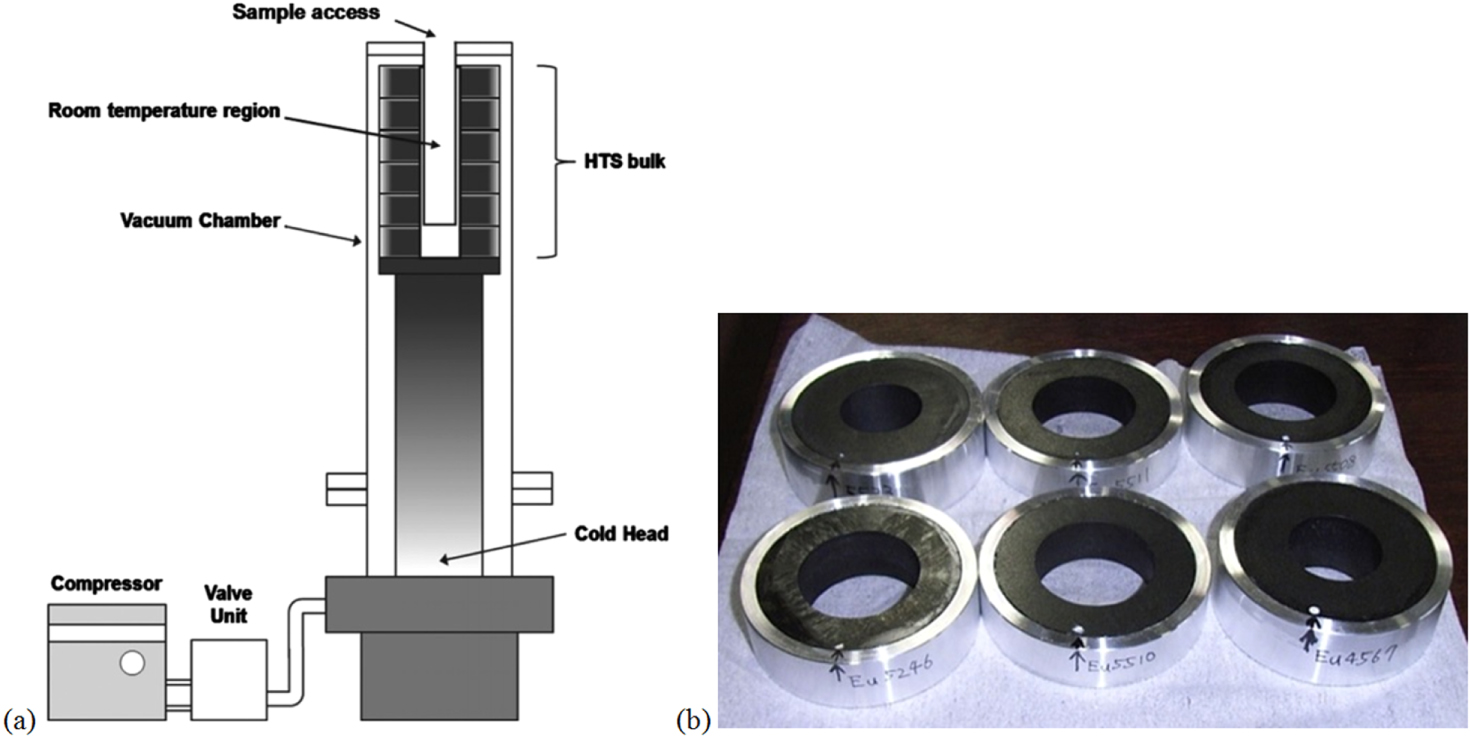
Figure 2. (a) Schematic drawing of an HTS bulk magnet system, comprised of stacked, 60 mm outer-diameter ring-shaped bulk superconductors, designed for a magnetic resonance imaging (MRI) system, with a room temperature bore diameter of 20 mm. Reprinted from [24], with the permission of AIP Publishing. (b) Six c-axis oriented bulk EuBa2Cu3Oy bulk superconductors used in the demonstrator system. All bulks have an outer diameter of 60 mm and are inserted into 5 mm thick aluminium rings to reduce hoop stress. The bulks at the top and bottom of the stack have an inner diameter of 28 mm and thickness of 23 mm and the other four, inner bulks have an inner diameter of 36 mm and thickness of 18.5 mm. Reprinted from [7], copyright 2015, with permission from Elsevier.
Download figure:
Standard image High-resolution imageIn the longer term, bulk superconducting materials must be available in large quantities (on the order of hundreds of tonnes), necessitating more high-quality material suppliers: only two commercial suppliers of standard bulk high-temperature superconductors exist in Europe, for example, with capacities of over 1000 such bulks per year.
Magnetisation techniques
Demonstrator bulk superconductor-based magnet systems designed for medical applications to date typically use FCM that requires an expensive (perhaps even more expensive than the bulk magnet system itself) and large superconducting magnet to produce the large, static magnetising field. To develop a more commercially attractive device, a faster, more compact and less complicated magnetisation system is required, which leads naturally leads to PFM, where a large, pulsed magnetic field on the order of milliseconds is applied to a bulk by discharging the energy stored in a capacitor bank through a copper magnetising coil(s). There have been some recent investigations on using PFM to magnetise portable bulk superconductor magnet systems: >3 T has been achieved by Zhou et al at 51 K using a 30 mm diameter bulk Gd–Ba–Cu–O superconductor, cooled using a portable Stirling cycle cryocooler (Cryotel CT, Sunpower) and magnetised by a multi-pulse, multi-temperature PFM technique exploiting flux jumps (see figure 3) [9]; 2.8 T at 52.3 K using a 45 mm diameter Gd–Ba–Cu–O bulk [30] and 3 T at 55.6 K using a 60 mm diameter bulk [31] has been achieved by Yokoyama et al using the same type of cryocooler, but magnetised by single-pulse PFM (see figure 4).
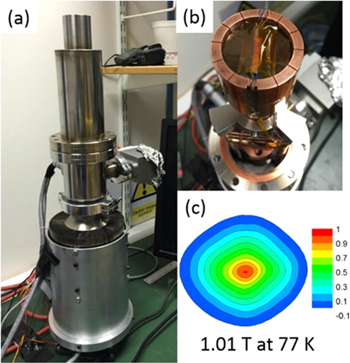
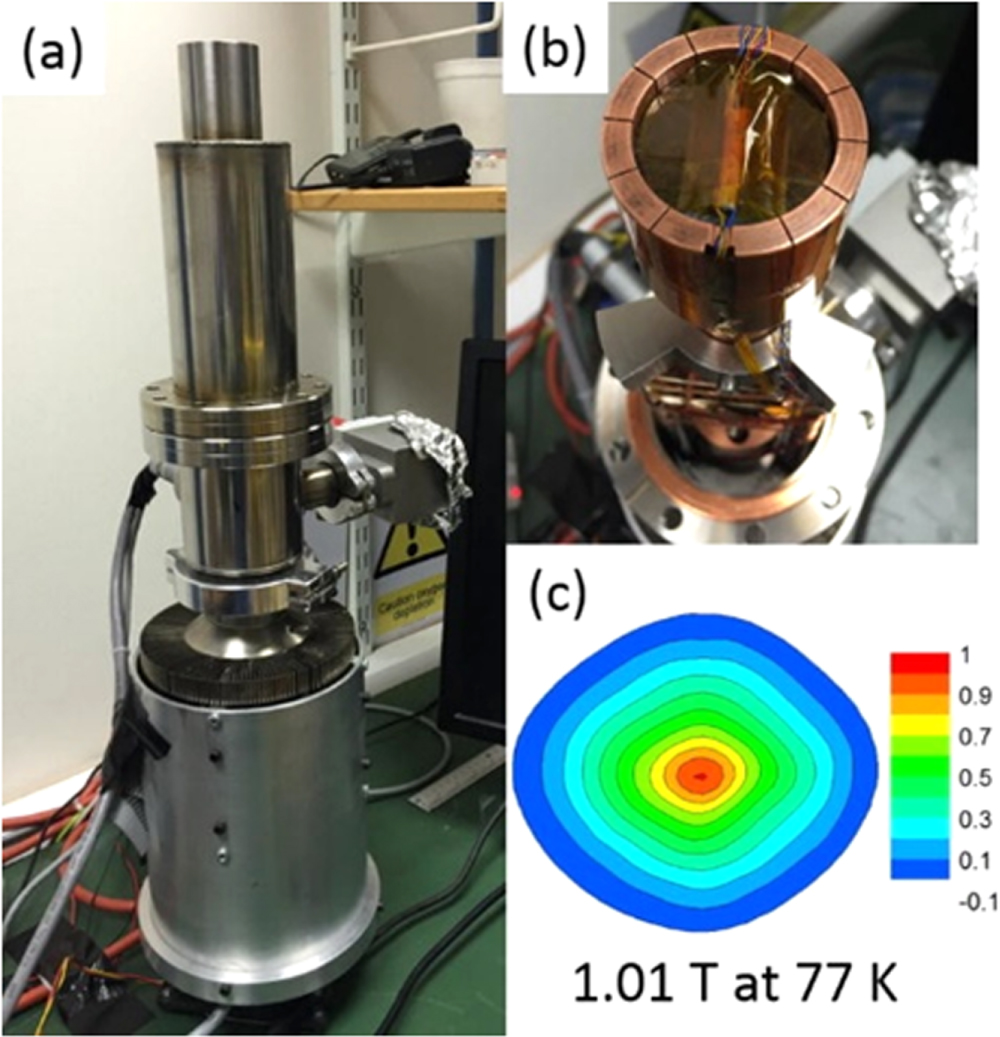
Figure 3. (a) Photograph of the portable magnet system developed by Zhou et al [9], (b) a 30 mm diameter Gd–Ba–Cu–O bulk superconductor mounted in the slotted copper sample holder, and (c) the 2D trapped field distribution mapped after field-cooling magnetisation (FCM) at 77 K. Reprinted from [9], with the permission of AIP Publishing.
Download figure:
Standard image High-resolution image
Figure 4. Photograph and schematic of the desktop-type superconducting bulk magnet system developed by Yokoyama et al [30]. © 2016 IEEE. Reprinted, with permission, from [30].
Download figure:
Standard image High-resolution imageIssues with local heating during PFM may result in an inhomogeneous trapped field profile that could have a significant impact on NMR/MRI system performance/resolution. Investigations on the magnitude, as well as spatial homogeneity and temporal stability, of the field within stacks of ring-shaped bulk superconductors magnetised by PFM is a definite, short-term necessity and has been identified as the greatest risk to commercial deployment. As mentioned above, it is challenging to pulse bulk MgB2 and to date a maximum of only 1.1 T at 13 K has been trapped using a split coil magnetisation fixture with an iron yoke in its bore [32]. Due to the large number of variables for PFM (pulse magnitude/duration, number of pulses applied, operating temperature(s), type/shape of magnetising coils, use of ferromagnetic materials to shape/enhance the applied/trapped field and so on) [33], much of the research landscape is still to be explored and optimised to obtain the highest trapped fields possible with high homogeneity, where necessary.
Holistic system integration
Current superconducting magnet technology is underpinned by the need for cryogenic cooling technology, which needs to be compact, low weight and quiet and should not impact significantly on the overall cost or physical footprint of the device. Additionally, in the medical applications listed above, the magnet system must be combined with other systems/techniques (e.g., shim/gradient coils, RF, ultrasound and so on), leading to a modular design that is user-friendly ('plug and play').
Of course, as with all superconducting devices, cost–performance analyses must be carried out in detail, which may mean that, in the near future, specific applications must be targeted in order to optimise the overall system to produce it at an acceptable cost. Such analyses would provide important data on the cost of the main components (cryocooler, vacuum system, bulk superconducting materials and magnetisation fixture) to target specific cost reductions. Strong industry–academic collaborations to inform and focus designs and analyses from industrial and end-user perspectives will help accelerate technology readiness levels towards commercial deployment.
Concluding remarks
Magnetised disc- and ring-shaped bulk superconductors offer the possibility of super-strength, stable PM analogues, capable of providing magnetic fields of several tesla in a compact and portable magnet system. The high magnetic field gradient, that is naturally large in a disc-shaped bulks, as well as the reasonably uniform, high B possible within the bore of ring-shaped bulks, makes them attractive for a number of portable medical applications: magnetic drug delivery systems, NMR/MRI and cancer therapies and other treatments, including hyperthermic treatment of tumours when combined with RF or other methods.
A number of portable bulk magnet systems have been successfully demonstrated to date for magnetic drug delivery systems and NMR/MRI applications; however, a number of crucial technological developments must take place to improve commercial attractiveness and accelerate technology readiness levels. These include the fabrication of large diameter samples with high, homogeneous Jc characteristics, which is particularly crucial for NMR/MRI systems, which require high temporal field stability and spatial homogeneity within the magnet bore; improved magnetisation techniques, including improving the magnitude of the trapped field and investigating the homogeneity of trapped fields within ring-shaped bulks when using PFM; and holistic system integration of the key components of each medical device, including cost–performance analyses and identifying specific cost reduction targets. To accelerate commercial deployment, strong industry–academic collaborations should be formed to inform and focus designs and analyses from industrial and end-user perspectives.
4. Ultra-light superconducting rotating machines for next-generation transport & power applications
Mark D Ainslie1, Mykhaylo Filipenko2
1Department of Engineering, University of Cambridge, Trumpington Street, Cambridge CB2 1PZ, United Kingdom
2eAircraft, Siemens AG—Corporate Technology, Gunther-Scharowsky-Str.1, Erlangen D-91058, Germany
Introduction and current status
Electric motors and the systems they drive are the single largest electricity end-use, accounting for 43%–46% of global electricity consumption and about 6 Gt of CO2 emissions [34]. An electric machine converts mechanical to electrical energy, or vice versa, by the interaction of current-carrying conductors and magnetic fields. The output power for any electric machine is directly proportional to geometrical factors that are mainly topology dependent, the magnetic airgap flux density, B, the current loading, A, and the mechanical rotation speed, fmech [35]:

In conventional electric machines using permanent magnets, B is usually limited by the remnant flux density of Nd–Fe–B magnets (∼1.2 T) and the saturation magnetisation of iron or other ferromagnetic materials (rather less than 2 T). The current loading, A, is either thermally limited or with advanced cooling technology by the efficiency required by the particular application. In order to increase the output power, one can increase the size of the machine (diameter, D, and length, L), which obviously makes the machine larger and heavier, or the rotation speed, fmech. Thus, existing high power density machines are typically high speed machines that are used for compressors. For low speed applications, a gear box is required, which then provides an additional weight that typically diminishes the weight benefits of higher speeds, and increases complexity and failure rates. If one wants to increase not only the power density, but also achieve a particular torque density, which is usually required for low speed, direct drive applications, one has to explore alternative solutions that could increase the current loading without providing additional losses to the system (for example, carbon nanotube yarn) or significantly increase the airgap magnetic flux density. To achieve the latter, bulk superconducting magnets are a potentially extremely promising technology option.
Since superconducting materials offer zero to near zero resistance to the flow of electrical current when cooled below a particular cryogenic temperature, as well as current densities that can be hundreds of times greater than copper conductors, they have long held the promise of ultra-light, compact and energy-efficient electric machines for a wide range of applications from heavy industry to transportation to power generation. Over many decades of research, various superconducting machines have been demonstrated as technically feasible over a wide range of output power using a variety of superconducting materials (low- and high-temperature superconductors, as well as magnesium diboride) in both wire and bulk forms [36].
Bulk superconductors can be used as trapped field magnets (TFMs) that could potentially provide magnetic flux densities an order of magnitude higher than conventional permanent magnets from a much smaller volume of material than wire-wound coils, without the need for continual excitation, and are therefore highly attractive for next-generation electric machines [37]. Research efforts on bulk superconductor-based machines have been on a smaller scale compared with their wire-wound counterparts, but there have been a number of successful demonstrations of the technology, as well as various novel conceptual designs proposed [37]. Figure 5 shows one such example that has been investigated by Izumi et al in the Tokyo University of Marine Science and Technology research group in Japan [38]. This axial gap, trapped flux-type superconducting synchronous machine was developed as a compact, low-speed and high-torque synchronous machine for electric ship propulsion. Pulsed current excitation of the copper stator windings is used to magnetise the Gd–Ba–Cu–O bulk high-temperature superconductors that act as the magnetic field poles in the rotor. These field poles are cooled by a free-convection thermosyphon using Gifford-McMahon (GM) cryocoolers with neon gas as the cryogen. However, although this was a successful proof-of-concept, there are still a number of technical challenges that must be overcome to enable the development of improved demonstrators and application-specific prototypes that can be integrated in real world applications.
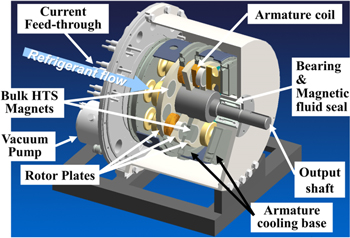
Figure 5. Axial gap, trapped flux-type superconducting synchronous machine developed by Izumi et al at Tokyo University of Marine Science and Technology, Japan. Gd–Ba–Cu–O bulk superconductors act as the magnetic field poles in the rotor, magnetised by pulsed current excitation of copper stator windings that are then used as normal stator coils during machine operation. The field poles are cooled by a free-convection thermosiphon using GM cryocoolers. Reproduced from [38]. © IOP Publishing Ltd. All rights reserved.
Download figure:
Standard image High-resolution imageMajor challenges
- Magnetisation techniques: the ability to magnetise or re-magnetise bulk superconductors in situ, i.e., inside the machine, in a practical manner is a key enabler for such technology, and pulsed field magnetisation (PFM) is currently the best known method to magnetise bulks practically, where a large, pulsed magnetic field on the order of milliseconds is applied to a bulk. This can be realised in an electric machine design, as described above, by applying large pulsed currents to conventional (copper) stator coils, which can then be used as normal stator coils during machine operation [37, 38]. Although many investigations on PFM have been carried out to date [33], there is still much of the research landscape to explore due to the large number of variables for the PFM technique, such as the pulse magnitude and duration, and the number of pulses applied (multi-pulse techniques); the operating temperature(s) of the bulk, which includes multi-pulse, multi-temperature techniques; the type and shape of the magnetising coils (solenoid, split, vortex, and so on); and the use of ferromagnetic materials to shape and/or enhance both the applied field and/or trapped field in the bulk. A magnetic flux density of 5–7 tesla has been identified as a key goal towards achieving torque densities greater than 50 N m−1 kg−1, or possibly towards 100 N m−1 kg−1 in a fully-superconducting design, to be used in electric aircraft or ship propulsion systems [39]. 5.2 T at 29 K on the surface of a 45 mm diameter Gd–Ba–Cu–O bulk is the current record using PFM [40], which not been surpassed for over a decade, and this was achieved using a multi-pulse with step-wise cooling technique. The trapped fields achieved by PFM are still significantly lower than the true capability of bulk superconducting materials, and not resolving this issue will have a major negative impact on any further application developments for this technology.
- Magnetic field stability: in a real electric machine environment, the bulk superconductors can be exposed to external, time-varying magnetic field fluctuations that can affect the trapped field, leading to a reduction in the magnetic loading of the machine, and in certain cases, full demagnetisation. Several studies have been carried out to address the causes of trapped field decay or attenuation in bulks in general, which can be attributed to flux creep (even without an external field), shielding current re-distribution, and AC losses generated by the penetration of the external field, which can in turn increase the temperature of the bulk. Understanding the response of magnetised bulk superconductors within the complex electromagnetic environment of the machine is crucial, including long-term testing of machine operation, investigating mitigation methods to suppress any attenuation of trapped field, and strategies for re-magnetisation of demagnetised samples.
- Mechanical properties of bulk superconductors and mechanical design of electric machines: the mechanical properties, rather than the superconducting properties, which have been the focus of refinement over decades of research, are seen as the limiting factor for high-field (>10 tesla) applications, and adequate reinforcement techniques are required: either internally, through tuning of the material processing and constituent materials to improve tensile strength, or externally, via reinforcement by high-strength metal (or metal alloy) rings or other techniques. In an electric machine environment, this is even more critical as the bulks, which are brittle ceramic materials in the case of bulk high-temperature superconductors, would be subject to additional mechanical forces, as well as potentially high speed rotation. From the viewpoint of the machine design, additional care must be given to the mechanical design since the increased airgap magnetic field, as well as possible increases in current/current density, would create unprecedented electromagnetic forces that must be adequately supported mechanically.
- Further development of numerical modelling techniques: Although a number of analytical and numerical models have been developed to describe various aspects of bulk superconductor magnetisation [33], further development is needed: (1) to understand and predict the superconductor's performance under various magnetising and operating conditions, especially in consideration of utilising them under specific conditions in a specific application; and (2) multi-scale electric machine modelling to assess the performance of a machine design, both electromagnetically and mechanically, that includes the relevant, detailed information on the superconducting material properties. This latter topic has seen relatively little development to date and there is a strong need for such design and analysis tools for bulk superconductor-based machines. This will not only accelerate the design and optimisation of such machines, but will allow more adequate comparison with conventional/existing machines through detailed numerical analysis.
- Cryocooler and cryostat technology: until new materials with higher critical temperatures are found—with an additional caveat that such new materials must also be able to be manufactured on a scale relevant to practical engineering applications—superconducting machines are underpinned by the need for cryogenic technology, which has long been recognised [41]. The key issues identified are efficiency, reliability (usually defined as hours of downtime as a percentage, and is affected by how much the machine vibrates and the number of moving parts) and cost (per watt of energy consumed). If a cryogenic liquid is used, either as a substitute for a cryocooler or in tandem with one, the choice is usually made based on operating temperature, cost and availability, with a preference to those which are inert (helium, neon, nitrogen), although liquid hydrogen is also an attractive alternative. Complete engineering solutions that include considerations of maintenance and exchange of cryocoolers during operation are required, as well as non-metallic cryostats of small thickness, high thermal shielding, and low outgassing to enable long operation times without pumping.
With a longer term view of demonstrating application-specific prototypes, the integration of the key components—namely, bulk superconducting materials, integrated/in situ magnetisation methods, and cryogenic/vacuum systems—needs to take place under a background of strong industry–academic collaborations to accelerate technology and manufacturing readiness levels. For the large-scale manufacture of bulk superconductor-based superconducting machines, a manufacturer must have the appropriate infrastructure and knowledge to deal with these additional components of such a machine, and from an end user perspective, the entire system needs to be developed in a customer-friendly manner ('plug and play'), such that the equipment used is reliable with low maintenance. The industrialisation of cryocoolers, vacuum-related components and other related infrastructure is also crucial to the future success of superconducting electrical machines. There is also a strong need for cryocoolers and cryogenic systems that are cheap with low weight and size and of high power, efficiency and reliability, so as not to considerably affect the economics, footprint and operability of the machine.
The economic cost of superconducting machines has hindered the widespread adoption of machines developed in the past, particularly for wire-wound machines. Although the technological advantages are clear, the economic feasibility of bulk superconductor-based machines needs to be investigated in more detail: there is a strong need, particularly in the short term, to carry out detailed market and cost/benefit analyses for these machines. Improving the material cost–performance ratio can go a long way towards reducing the machine cost, either through improvements in materials processing techniques or increasing the production scale, reducing extraneous processes and equipment, and increasing competition between commercial bulk superconductor manufacturers (there exist only two commercial manufacturers capable of producing over 1000 bulk superconductors per year).
Key enabling applications
As described above, machines where bulk superconductors are a replacement for permanent magnets could have very high power densities, but today at high monetary cost and complexity. Therefore, applications that would benefit from this technology most are those where size and weight is a very significant cost driver (unlike, for instance, in large stationary power generators). Firstly, wind power generation is a very good example of such an application. A significant percentage of the cost of a new wind power generator goes into the building of the tower. Its structural integrity, and therefore peripheral size, is mainly driven by the weight on the top of the structure, i.e., the weight of the blades, and not least the weight of the generator.
Secondly, there are applications where ultra-light electric machines are the main enabler. The most prominent, modern example of such an application is electric aviation. Full electric and hybrid electric aircraft concepts for short and medium ranges, as analysed by NASA and Airbus [42, 43], require electric machines to have power densities well above 25 kW kg−1. Only superconducting electric machines could potentially provide such power densities in the future [44]. As part of a research project sponsored by NASA and the US Department of Defense, the University Research Engineering and Technology Institute on Aeropropulsion and Power investigated an exotic machine design comprised of Bi2Sr2Ca2Cu3Ox (Bi-2223) pancake coils and bulk Y–Ba–Cu–O plates acting as TFMs [45]. A two-stage cooling system is used to exploit the difference in the critical temperature, Tc, of the two superconducting materials to magnetise the bulk plates using a field-cooling magnetisation process [45]. The project demonstrated that bulk superconductor-based machines can be designed using today's materials to match the power density of turbine engines, but that the power density still needs to be even higher to replace existing technology.
There has also been a great deal of interest in using superconducting technology for electric ship propulsion, particularly in Japan, and a number of projects have focused on integrating bulk and/or wire superconductors to provide the large power and high torque required at low speeds for icebreakers [46].
Concluding remarks
Although, as outlined above, technical challenges still exist before such ultra-light superconducting machines become commonplace, continued developments and improvements in material processing, magnetisation techniques and numerical modelling of superconducting materials are bringing the technology closer to reality. To develop application-specific demonstrators, these key components must be integrated under a background of strong industry–academic collaborations to accelerate technology and manufacturing readiness levels. These ultra-light, compact and energy efficient superconducting rotating machines will then be highly attractive for next-generation transport and power applications.
5. Magnetic shielding applications for electric machines, equipment and other high-field devices
Philippe Vanderbemden
University of Liege, SUPRATECS, Department of Electrical Engineering and Computer Science, Montefiore Institute B28, Liege 4000, Belgium
Introduction and current status
Bulk type II superconductors have a strong ability to repel an external magnetic field, resulting in efficient magnetic 'shielding' or 'screening' (these two words will be used interchangeably hereafter). There are currently two slightly different application regimes. One is to get an ultra-low magnetic field background for ultra-sensitive devices such as superconducting quantum interference devices (SQUIDs) [47]. The second regime is to protect a given volume of space placed in the vicinity of large magnetic field sources. The latter is a concern for many applications in the context of today's rapid emergence of superconducting magnets and machines operating at a few teslas, i.e., well above the saturation of ferromagnetic materials. At these levels flux lines are no longer channelled in an iron yoke and conventional magnetic shields are saturated (e.g., for mu-metal the saturation magnetisation is ∼0.75 T). Efficient superconducting shields are also desired in current and future accelerator projects requiring a strong field attenuation over short distances [48]. In all cases, the frequency range of interest is typically below ∼100 Hz, i.e., when magnetic shielding based on the skin effect in normal metals is no longer possible using a reasonable (<10 mm) wall thickness. Other phenomena of interest related to magnetic shielding are flux diversion (changing the direction of field lines), flux concentration (increasing their strength) or, recently, the possibility of field attenuation inside a volume without any distortion outside this volume ('magnetic cloaking' [49]).
Magnetic shields operating at T = 4.2 K and fields in the ∼1 T range can consist of low temperature superconductors (e.g., Nb–Ti [50]), but multilayer foils or multifilamentary wires are preferred to bulk superconducting materials because of flux jumps and thermal instabilities. Magnetic shielding above 1 T using bulk material was demonstrated first in 2010, using MgB2 at 4.2 K [51] or bulk Bi2Sr2CaCu2O8 (Bi-2212) tubes at 10 K [52]. In addition to the possibility of growing large vessels of bulk Bi2Sr2Ca2Cu3O10 (Bi-2223), current research efforts also involve bulk (RE)Ba2Cu3O7 (RE = rare earth) materials: large grain YBa2Cu3O7 tubes made by buffer-aided top seeded melt growth enabled recent shielding of a 1.5 T field at 20 K [53] and bulk GdBa2Cu3O7 also showed very promising results [54]. Various bulk magnetic shields available today are shown in figure 6. At present, the materials listed above are all strong candidates for high-field magnetic shielding. In recent years, it was also shown how the shielding performances can be enhanced by combining bulk materials with superconducting tapes [55] or ferromagnetic materials [56]. There are however a number of remaining challenges, as detailed below.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Figure 6. Picture of various bulk superconducting magnetic shields: (a) a 450 mm long MgB2 cylinder able to shield a transverse field μ0H = 2.7 T at T = 4.2 K. © 2018 IEEE. Reprinted, with permission, from [57]; (b) a large size vessel made of Bi1.8Pb0.26Sr2Ca2Cu3O10+x (Pb-doped BSCCO-2223), photo courtesy of CAN Superconductors; (c) a bulk YBa2Cu3O7 (YBCO) semi-closed tube made by buffer-aided top seeded melt growth able to shield an axial field μ0H = 1.5 T at liquid hydrogen temperature (T = 20 K) [53].
Download figure:
Standard image High-resolution image{kind=link}
Major challenges
In a bulk superconductor there is no limitation due to saturation magnetisation, as is the case in conventional ferromagnetic shields. There is, however, a limit or 'threshold' induction, which is mainly determined by the product of the critical current density, Jc, and a geometrical dimension, which is often the wall thickness of the superconducting enclosure. Unlike other applications considered in this roadmap, the bulk superconductor does not need to be magnetised. A significant issue, however, is that the field to be screened is unknown, possibly inhomogeneous and could be applied at any angle. The main development steps towards a practical shield would be to develop small 'boxes' that can shield various external fields with high efficiency and then gradually move to larger-sized shields. The major challenges to achieve this are the following.
- Increase the size of bulk superconductors: the shielding efficiency being related to the size of induced (macroscopic) current loops, the largest possible superconductors are preferred. The magnetic field attenuation depends also on the wall thickness, another challenge is to synthesise thicker samples with better homogeneity. The potential requirement of the fabrication of a large number of bulk superconductors also points out the need for developing manufacturing processes where large quantities of superconductors can be obtained reliably and economically.
- Reduce the penetration of magnetic field in the joints between superconductors: when plates or cylinders of superconducting material are arranged into a magnetic shield, the magnetic flux can penetrate through the walls but mostly through open ends, slits and joints if they are not superconducting. The required research effort is the development of artificially engineered junctions which are able to sustain a supercurrent at the high magnetic fields to be shielded.
- Understand the physical limitations of the magnetic shielding performances: at low temperature, flux jumps may lead to unreliable behaviour. At higher temperatures, flux creep and long term magnetic relaxation [57] may yield flux entry when the shield subjected to a field for a long period of time. Although superconducting shields are suited to quasi-static fields, they might also be subjected to deleterious high frequency fields. In large size samples with low thermal conductivity, any source of losses may lead to unacceptable self-heating. As an example, for bulk Bi-2212, even at very low ramping rates, self-heating is likely to be one of the main high-field limitations of the material [52]. Forces and torque exerted on the shield—and hence its mechanical resistance—need also to be considered carefully, especially when the superconductor is subjected to a non-uniform field.
Advances in science and technology to meet challenges
- Developing manufacturing processes for large size, large-scale bulk production: scaling up of the manufacturing process is of prime importance since the magnetic shield application requires the largest possible size of superconductor. Another topic is the development of better furnace technology for the production of large size bulk materials (e.g., MgB2 plates), possibly with high production rates. Establishing a continuous production process rather than the currently-used batch process would also lead to significant advances, reduce costs and make superconducting magnetic shielding commercially competitive.
- Developing techniques for creating reproducible superconducting joints between superconductors: the joining between superconductors would be a huge enabler for magnetic shielding applications. Currently, joining high-temperature superconductors is extremely challenging; it would be transformative if the technology could be developed to allow large currents to be transferred across a joint. For bulk superconductors, multi-seeding of (RE)Ba2Cu3O7 materials and the creation of artificial boundaries [58] are highly promising approaches. It should be noted that a successful joint would be also helpful in improving magnetic shields made with wires or tapes [59].
- Developing characterisation and modelling techniques applied to large bulk superconductors subjected to high and non-uniform fields: the target is to understand and predict unambiguously the influence of physical phenomena affecting the shielding efficiency. In particular, understanding of how shielding currents redistribute when the shield is subjected to successive fields of various orientations—as well as the possible associated hysteresis effects—is of major importance. In terms of modelling, the anisotropy of Jc should ideally be taken into account since shielding currents may also flow parallel to the c-axis.
- Developing cheap and reliable cryogenic systems: although this is strongly desired for all applications, the present application brings particular requirements in that the superconducting screens are of large size and have a possibly complex shape. Additionally, the cryogenic system should be designed to extract heat due to losses caused by the time-varying fields to be shielded.
Concluding remarks
With the recent increase in the performance of superconducting materials used for high-field devices, there is an increasing need to shield the possibly considerable stray magnetic fields leaking from these systems. At field levels of several teslas, only superconductors could provide the desired field attenuation. In this respect, magnetic screens nicely complement other superconducting devices. Moreover, they can take advantage of the cooling system that would be already installed. The improvement in the performance of magnetic shields will be not only helpful as such, but will also bring other large-scale applications closer to reality.
Acknowledgments
Fruitful discussions with J F Fagnard, K Hogan, B Vanderheyden and L Wéra, as well as all participants of the road-mapping exercise, at the University of Cambridge are gratefully acknowledged.