
Abstract
The stability of the "T-like" (T') phase in BiFeO3 films grown on LaAlO3(001) is investigated. We show that the T' phase can be stabilized for thicknesses >70 nm under ultralow incident flux conditions in pulsed laser ablation growth. This low flux results in a low growth rate; thus, the sample is held at high temperatures (>600 °C) for much longer than is typical. Transmission electron microscopy and X-ray diffraction analysis suggest that such growth conditions favor the formation of nanoscale "defect pockets", which apply a local compressive strain of ∼1.8%. We propose that the cumulative effect of local stresses induced by such "designer defects" maintains macroscale strain coherence mechanical boundary conditions, which then preserves the T' phase to thicknesses beyond conventional wisdom. Finally, by intentionally introducing an amorphous phase at the film-substrate interface, it is shown that the mixed-phase proportion can be tuned for a given thickness.
1. Introduction
Bismuth ferrite (BiFeO3; BFO) is one of the few known room-temperature multiferroics1) and it offers fascinating possibilities in applications ranging from spintronics,2–4) ferroelectric memories,5–7) light and energy harvesting,8,9) optics,10–13) to hybrid devices. BFO in the form of epitaxial thin films14,15) presents a vast playground for exploring phase transitions in multiferroics. This has, thus far, been pursued predominantly through strain engineering16) — the growth of thin films on substrates with different lattice parameters — which enables the application of enormous stresses without yield, inducing marked changes in physical properties. Large modifications in ferroelectric order,17) magnetic order18–20) and transition temperatures,21) and optical responses13) have been demonstrated. A peculiarity of BFO is that its epitaxial growth under strong (>4%) compressive strain leads to the stabilization of a metastable multiferroic phase22) with giant axial ratio23) (this phase is commonly called the "T-like" or "supertetragonal" phase, since its structure can be likened to tetragonal). However, increasing the thickness to greater than ∼30 nm generally induces a strain relaxation mechanism, whereby a complex phase mixture consisting of the metastable T' and a more stable R'-like phase (thus named owing to its similarity in structure to the bulk rhombohedral BFO phase) is formed.22) This mixed-phase ensemble has been shown to have markedly enhanced piezoresponses,24) bulk photovoltaic responses,25) interesting magnetic properties,26) and in addition, through the electric-field-induced interconversion of mixed-phase regions into pure T',27) the mixed-phase BFO shows attractive electrochromic properties.13)
Thus far, the phase-field control of various isomorphs of BFO and the tuning of their proportions have been achieved through modification of physical parameters. For example, either increasing the thickness of the film (or alternatively misfit strain for a fixed thickness) drives this strain relaxation process. This places not only an "intrinsic" thickness limitation for the synthesis of pure T' BFO (typically only 20–30 nm), but also complicates the study of physical properties, because interdependent factors, such as size effects and phase proportions, cannot easily be disentangled. Furthermore, strain ranges beyond what is achievable given the choice of the underlying substrate are not possible.
On the other hand, the control of phases using chemical phenomena has been vastly unexplored. Since BFO is a line compound,28) its epitaxy is critically sensitive to synthesis conditions.29) The physiochemical interactions during thin-film growth can be easily tuned to achieve a range of complex morphologies and stoichiometries.30) For instance, given that the method of choice for BFO heteroepitaxy is pulsed laser deposition (PLD), by modifying the laser fluence, growth temperature, or even laser repetition rate, the ferroelastic domain structure,31,32) cation ratio,33) and electrical characteristics34) of BFO films can be drastically altered. It has also recently been shown that the incident flux rate during film growth significantly affects the microstructure and strain gradients within these films.35) These factors, combined with the recently proposed concept of a flexochemical effect,36) provide us with a unique opportunity; that is, to exploit local chemistry to achieve phases of BFO that would be nominally forbidden by considering only the macroscale physical boundary conditions. To achieve this, an understanding of the entire parametric space that controls the phase proportion would be immensely beneficial.
We demonstrate the above concept by introducing "designer defects". That is, intentionally induced defects — both in the stoichiometry and structure — that specifically enable the synthesis of BFO isomorphs in thickness regimes, where normally, strain relaxation would be expected to generate mixed phases. This is achieved, focusing on T' BFO, by exploiting the unique geometry of a specific PLD chamber, wherein the incident flux rate is low, such that the volatile nature of bismuth drives the formation of nanoscale "defect pockets". In choosing our experimental design we make use of two key guiding principles. First, it has been shown that Bi2O3 as a buffer layer can stabilize the T' phase as it imposes a net compressive strain on BFO.37) Second, the BFO matrix can be easily tuned to attain various polymorphs in the vicinity of nanorod precipitates.38) In this report these two phenomena are combined in the growth conditions, to facilitate the dispersion of nanoscale defect pockets over the entire film. The local compressive strain applied by each of such secondary phase defects is cumulatively enough to stabilize a macroscale T-phase with an atomically flat surface. The presence and role played by such nanopockets in the stabilization of the T phase is confirmed by high resolution X-ray diffraction (XRD) analysis and transmission electron microscopy (TEM) characterization. In contrast, for films without the defect pockets, mixed-phase BFO is stabilized for thicknesses above 30 nm, concomitant with the presence of strain gradients. This suggests that the presence of these nanopockets preserves strain coherence locally, thus suppressing strain gradients as well as mixed-phase formation. Finally, by controlling the defect density at the film-substrate surface, we show that it is possible to induce the formation of mixed phases by defect control.
2. Experimental procedure
Epitaxial BiFeO3 thin films were grown on LaAlO3(001) (LAO) single-crystal substrates in two PLD systems (termed here as PLD A and PLD B), using the conditions listed in Table I. The same ceramic Bi1.1FeO3 target was used in both chambers. The most notable difference between the two systems is the substrate-target distance, for which it is considerably larger in PLD B. This implies that much lower oxygen pressures must be used, since a higher pressure enhances diffusion in the plume and inhibits film growth.39) Another important feature is the growth rate for the different chambers: For PLD B, the growth rate is more than 50% lower than for PLD A. At typical growth frequencies (7–10 Hz) this means that a ∼50 nm film takes 21 min to grow in PLD A, while it takes 48 min in PLD B.
Table I. Growth conditions used for the two PLD systems. The thermocouple for PLD B is located near the coil heater; as such, the indicated temperature should be considered approximate.
| Parameter | PLD A (Pascal) | PLD B (Neocera) |
|---|---|---|
| Temperature (°C) | 590 | ∼600 |
| Heater type | Laser diode on SiC | Coil heater on steel |
| Oxygen pressure (Torr) | 0.1 | 0.023 |
| Substrate-target distance (cm) | 5 | 10.5 |
| Laser fluence (J/cm2) | 1.8 | 4.1 |
| Laser repetition rate (Hz) | 5–10 | 5–15 |
| Growth rate (Å/pulse) | ∼0.041 | ∼0.026 |
| Cooling rate (°C/min) | 20 | 20 |
| Cooling pressurea) (Torr) | 5 | 450 |
a) Note that although the typical cooling pressure for the two chambers is rather different, further experiments (not shown) in PLD A and PLD B with cooling pressures set to 450 and 5 Torr respectively show results that are nominally identical to those reported in this manuscript, thus ruling out the possible influence of oxygen cooling pressure being the origin of the structural differences between the films grown in PLD A and PLD B.
The films were measured by high-angle X-ray diffraction (θ–2θ scans) (Bruker D8 Discover) to confirm phase purity, and determine the out-of-plane lattice constants, as well as the out-of-plane inhomogeneous strain. Film thickness was measured by X-ray reflectometry (not shown here) and cross-checked with the periodicity of the Laue fringes in the θ–2θ scans and with TEM measurements. Further structural characterization was performed by XRD reciprocal space mapping (RSM) around the 001 pseudocubic (pc) reflection. The topography of the films was inspected by atomic force microscopy (AFM) in the AC mode (Asylum Cypher). Cross-sectional TEM specimens were prepared by both mechanical tripod polishing method and focused ion beam (FIB) microscopy. High-resolution scanning TEM (STEM) structural images and their fast-Fourier-transformed (FFT) filtered images were obtained using a JEOL JEM-ARM200F operating at 200 kV to which energy dispersive X-ray spectroscopy (EDS) facilities were interfaced. High-angle annular dark field (HAADF)-STEM images were acquired by dual Cs-corrected (probe and image) FEI Titan 80–300 FEGTEM operated at 300 kV with a convergence angle of 15 mrad.
3. Results and discussion
A set of films with thicknesses ranging from 11 to 94 nm grown using PLD A and PLD B was investigated. Representative AFM topography images for this set of films (Fig. 1) show that the films have high surface quality, as evidenced by their atomic step-and-terrace structure. The films grown on PLD A with a thickness greater than ∼20 nm [Figs. 1(b)–1(d)] exhibit the normally observed mixed-phase topography.22) Here, strain relaxation induces the formation of the so-called phase (a strained derivative of the R' phase) of BFO, whose proportion increases with increasing thickness. The phase is described in detail in Ref. 22, but briefly here, it is well-established that upon cooling of the films, strain relaxation occurs, and instead of the formation of misfit dislocations, the film relaxes to more stable phases derived from the bulk rhombohedral (R') BFO. As a result, the films show a mixture of phases known as R', , and T' BFO. The characteristic striations in the surface of "mixed-phase" samples [as shown in Figs. 1(b)–1(d)] are composed of alternating regions of the and phases, while the smooth areas with atomic steps are T' BFO.







Fig. 1. AFM topography scans (all 2 × 2 µm2, all with the same height scale of 7 nm) of T' BiFeO3 thin films grown on LaAlO3(001) substrates. Notice the increasing proportion of the mixed phase for thicker films grown in PLD A (a–d), while the films grown in PLD B (e–g) show no evidence of mixed phases. Scale bar, 500 nm.
Download figure:
Standard image High-resolution imageIn contrast to the mixed-phase samples, the films grown using PLD B [Figs. 1(e)–1(h)], even up to a thickness of 73 nm, remarkably do not display these distinctive mixed-phase regions. (Note that scans at various locations were performed to ensure that mixed-phase regions were not simply "missed" owing to selective area scanning.)
Figure 2 shows XRD θ–2θ coupled scans of the films. All the films, with the exception of the 48- and 94-nm-thick films grown in PLD A, exhibit Laue fringes around the (001) and (002) T' BFO reflections, attesting the coherent interfaces, smooth surfaces, and high crystallinity of the films. The thicker films grown in PLD A display extra peaks that correspond to phases (as described above), while for the films grown in PLD B these peaks are absent. Note that the thicker films grown in PLD B show a broad peak at 2θ of 30° where common bismuth oxide phases appear in XRD data.29) We will return to this later.


Download figure:
Standard image High-resolution image
Fig. 2. XRD coupled θ–2θ scans of T' BiFeO3 thin films grown in PLD A (a), and PLD B (b). Notice the broad structure at 2θ ≈ 30° for the thicker PLD B films.
Download figure:
Standard image High-resolution imageTo ascertain unequivocally that the BFO films grown in PLD B indeed do not contain the phase, XRD reciprocal space maps (RSMs) were collected near the symmetric 001 reflection40) (Fig. 3). The thicker films grown by PLD A [Figs. 3(c) and 3(d)] show extra peaks (characteristic of the phases and their corresponding phases),22) which become progressively stronger as the film thickness increases. For the PLD B films [Figs. 3(e)–3(h)], on the other hand, while there are strong Laue fringes along Qx = 0, peaks corresponding to the phase, which would normally be observed at Qx = ±0.04 and Qz = 0.91, are clearly absent. Further evidence for the lack of this phase is the absence of the satellite peaks around the T' BFO peak, since these satellites usually appear concomitantly with the peaks.22) That is, AFM topography and XRD RSM analysis both confirm that these PLD B films are completely free of the mixed phases that typically form in T' BFO films grown on LAO to thicknesses greater than ∼30 nm. To clarify the above anomaly, we performed aberration-corrected atomic resolution STEM.





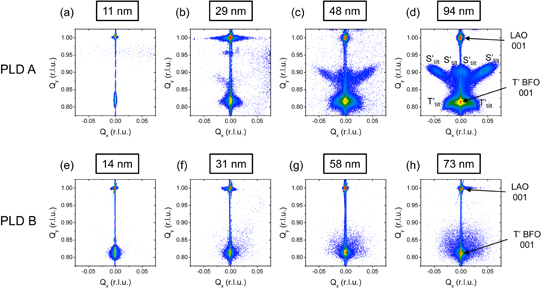
Fig. 3. XRD reciprocal space mapping near the 001 reflection. The top row (a–d) shows films of increasing thickness (left to right) grown in PLD A, while the bottom row (e–h) shows for those grown in PLD B, no or phases are observed even up to thicknesses of 70 nm.


Download figure:
Standard image High-resolution imageRepresentative STEM images of a PLD B film with a thickness of 58 nm are presented in Fig. 4. Figure 4(a) shows that the substrate/film interface is reasonably sharp; but the T' phase appears to be embedded in a polymorph with an out-of-plane lattice constant of ∼4.14 Å, which is similar to the phase.41) This is surprising considering that the PLD B films have already been shown above not to contain such phases. We consider the TEM sample preparation process (particularly thinning the sample by mechanical polishing to electron beam transparency and, thus, releasing of the mechanical constraint) as the cause of this transformation of the T' BFO structure to the S' phase.


Fig. 4. STEM-HAADF analysis of a T' BFO film grown in PLD B. (a) Low-magnification image showing the presence of the relaxed phase, contrary to the observations by XRD and AFM. Higher-magnification images (b) highlight the presence of defect pockets, which show a brighter contrast. A filtered image of one such nanoregion (c) reveals that the local nanoregions have a layered structure.

Download figure:
Standard image High-resolution imageIt is notable that secondary phases present are in the BFO film, as evidenced by the strange "blemishes" throughout this layer, highlighted by the small boxed regions in Fig. 4(b). These features are distinctly absent in the underlying substrate in the same image, ruling out any possibility that they were caused by accidental damage during sample preparation. These nanoregions were observed in a large number of samples grown in PLD B, thus confirming repeatability.
Looking more closely at one such region under higher magnification and after Fourier filtering [Fig. 4(c)], the local structure in these nanoregions appears not to be the perovskite phase; these nanoregions appear to be more like stacking faults. Note that the interface between LAO and BFO is still surprisingly coherent [Fig. 4(b)]. We have attempted to isolate changes in the local chemistry by energy dispersive spectroscopy (EDS) and energy loss spectroscopy (EELS); however, no conclusive evidence of local stoichiometry changes has been obtained. This can be easily understood by the fact that if such nanoregions [about 6–7 unit cells (uc) in lateral size] are of a comparable size in the two in-plane dimensions, then the net change in the stoichiometry of such a region through the entire thickness of the TEM specimen (∼20–30 nm = 50–70 uc) would be very difficult to detect conclusively by EDS or EELS. Nonetheless, these nanoregions appear to have a relative bismuth interatomic distance (measured using the peak-to-peak intensities) along the [001] direction of about 20% larger than that of the BFO phase (which itself is ∼4.66 Å). This suggests that the out-of-plane lattice parameter in this nanoregion could be about 5.5 Å. This is consistent with the appearance of a broad peak in the θ–2θ scan [Fig. 2(b)] at 2θ ≈ 30.4°. This 2θ angle corresponds rather well to the 002 reflection of the tetragonal β-Bi2O3 phase if it were elastically strained (approximately 2%) on the LaAlO3 substrate. Furthermore, this observation suggests that these local defect pockets impose in-plane compressive stress.
Although the β-phase of Bi2O3 is a high-temperature phase with a transition temperature of ∼300 °C, we suggest here that β-Bi2O3 forms during the growth process (at well above 500 °C), and then the epitaxial strain imparted by the substrate and the surrounding BFO phase stabilizes this β-Bi2O3 phase down to room temperature. Indeed, the β-phase of Bi2O3 has been successfully used as a template to promote T' BFO growth on SrTiO3, a substrate that normally does not impose sufficient compressive strain to stabilize the T' phase.37) Such observations indicate that the structure and chemical stability of T' BFO and β-Bi2O3 appear to be rather well aligned (as previously pointed out in Ref. 22), giving further support to the concept of the phase tuning of a functional matrix using precipitates.38) However, without improved spectroscopic results there is currently no corroborating evidence for the presence of β-Bi2O3, as such definitive identification is still forthcoming. The usual approach to carrying out STEM EDX and EELS analysis of thinner specimens to back up crystallography studies is not possible in this case; as previously discussed, thin specimens undergo phase transition to the S-phase. As such we refer to these structures as "defect pockets", rather than "bismuth oxide pockets".
The main consequence of these defect pockets is preserved strain coherence at >50 nm thicknesses. In order to understand the possible origin of these phase-pure T' BFO films with such large thicknesses and to contrast with the case with "standard" films grown in PLD A, the inhomogeneous strain of the T' phase, εi, was quantified using the Williamson–Hall method.42,43) Figure 5(a) shows the evolution of εi as a function of film thickness. The εi remains negligible in PLD B films up to t = 55 nm, while that in PLD A films, the inhomogeneous strain becomes non-zero at a critical thickness of ∼30 nm, above which εi appears to increase monotonically, consistent with the trend seen in BFO//STO films.43) It is pertinent now to consider the behaviour of the mixed-phase fraction as a function of thickness, plotted in Fig. 5(b). To construct this plot, the approach explained in Ref. 44 was followed, whereby histograms of height data from AFM scans are fitted with two Gaussian peaks, and the ratio of the two peak areas yields the fraction of the mixed phase.

Fig. 5. Structure and inhomogeneous strain analysis of T' and mixed-phase BFO films. The inhomogeneous strain extracted from Williamson–Hall analysis (a) and mixed-phase fraction (b) as a function of thickness show a linear correlation (c). The out-of-plane lattice parameter for both film types increases with thickness (d).
Download figure:
Standard image High-resolution imageRemarkably, for the PLD A films, the critical thickness at which εi becomes non-zero is found to coincide almost precisely with the thickness at which the mixed-phase regions appear in the surface topography. This suggests that either strain relaxation (through inhomogeneous strain) is directly related to the formation of these mixed-phase regions; or that the formation of these mixed-phase regions induces strain gradients in the T' phases. Although we are unable to establish the causality in this relationship, recently it has been shown that a high deposition flux can induce large linear elastic strain gradients in BFO nanostructure arrays grown on LaAlO3 substrates.35) The opposite of the above finding would suggest that an extremely low incident flux (which is the case for PLD B) results in films with negligible strain gradients. The link between inhomogeneous strain and the mixed-phase proportion [Fig. 5(c)] is clear, with a strongly linear correlation (R2 = 0.96). Although the inhomogeneous strain for PLD B films deviates from zero for thicknesses above ∼55 nm, the effect is the slight modification of the surface topography [Fig. 1(h)], rather than the formation of the phase [see Fig. 3(d)].

The out-of-plane lattice parameters for the films are shown in Fig. 5(d). The lattice parameter for PLD A follows the commonly observed trend for T' BFO films:22) it appears to increase with thickness. This is explained by the fact that, although the BFO bulk LAO would apply a 4.5% compressive strain, T' BFO is effectively under tensile strain on LAO substrates. As strain relaxation occurs owing to the formation of the mixed-phase regions, the out-of-plane lattice constant of the T' BFO fraction in fact increases.44) The same reasoning can be applied to the trend observed for the PLD B films; however, their lattice constant is globally larger than that of PLD A films, in relation to the presence of the defect pockets, as described previously.
Now that we have offered an explanation for the formation of pure T' BFO films of very large thicknesses, can we induce the formation of mixed-phase films through controlled processing using PLD B? This is particularly relevant because the highest electromechanical response of BFO is found in mixed-phase variants,45) and novel functionalities, such as electrically switchable magnetic moment26) and electrochromism,13) all require such mixed-phase regions.
We considered that defects could cause the T' BFO to relax local strain and thus revert to its more stable R' counterpart. To form a defective interface, we ablated the BFO target with 100 pulses while the substrate was held at a temperature 200 °C below the usual growth temperature. At this temperature the film is not expected to crystallize29) and therefore the substrate surface contains "defect seeds", which could initiate a strain gradient and hence promote the formation of the mixed phase. The substrate was then heated to the growth temperature, and the growth process proceeded as normal to yield a film of ∼50 nm thickness. The AFM topography image [Fig. 6(a)] of such a film indicates that we have successfully induced the formation of a mixed phase using PLD B, even though the formation of the defect pockets appear to inhibit the mixed phase. The mixed phase fraction is rather low in this sample, and we were not able to control the phase fraction itself using the defect approach. These observations are expected to be due to the fact that two processes compete: the stabilization of the T' phase versus the mixed phase arising from the defects. From our initial observations it appears that the nanoregions have a stronger influence. The XRD data shown in Fig. 6(b) show that indeed the broad peak at 2θ ≈ 30° is still present for this sample. Cross-sectional STEM images [Figs. 6(c) and 6(d)] show that, although the substrate-film interface is predominantly amorphous (this is presumably the result of the initial 100 pulses of the BFO material being deposited at a lower growth temperature), the film is still able to grow in the epitaxial T' BFO phase. The presence of the defect pockets is still evident, suggesting that the T' phase can be stabilized even on an amorphous template through defect engineering. This is surprising since epitaxial strain has conventionally been assumed to be the driving factor for the stabilization of the T' phase.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Fig. 6. Characterization of a T' BFO film grown in PLD B with defect seeds. (a) AFM topography; notice the characteristic mixed-phase striations in the surface. (b) θ–2θ scan for this film; notice that the broad peak at 2θ ≈ 30° is observed. The inset shows the 001 reflection of the defect seed sample (bottom) compared with a sample also grown in PLD B but without defect seeds (top): notice the asymmetry in the peak and Laue fringes for the defective sample, which is due to the partially amorphous interface. (c) STEM-HAADF image of this sample; notice the presence of nanopockets throughout the film (the inset shows an enlarged view of one such region); (d) shows the predominantly amorphous interface.
Download figure:
Standard image High-resolution image{kind=link}
4. Conclusions
We have shown that it is possible to stabilize the T' phase and hence suppress the formation of the R-like phase in BFO films of >70 nm thickness deposited on LAO substrates. This surprising result is due to the careful control of growth conditions, particularly conditions with regard to the bismuth stoichiometry. XRD analysis and transmission electron microscopy both show evidence for the presence of defective nanoregions (defect pockets), which may assist with the maintenance of strain coherence and therefore increase the critical thickness at which the mixed-phase structures appear. These pockets may be composed of tetragonal-phase β-Bi2O3, but this is still to be confirmed. Thus, we completely modify the traditional oxide heteroepitaxy approach of "atomic perfection at all costs" to realize crystallographic phases that may not be possible through conventional strain engineering. These results clearly demonstrate that the atomic flux used during PLD can be used to control phase formation to optimize physical parameters necessary for functional device development.
Acknowledgements
We wish to thank Brahim Dkhil for fruitful discussions. This work was funded by an ARC discovery project. This experiment also used equipment funded by the Australian Research Council (ARC) — Linkage, Infrastructure, Equipment and Facilities grant (LIEF-LE120100104) located at the University of Wollongong Electron Microscopy Centre. The research at Monash Centre for Electron Microscopy (MCEM) used equipment funded by Australian Research Council Grant No. LE0454166 (FEI Titan 80-300 FEGTEM). We thank MCEM for the provision of equipment and technical support.