

Abstract
Electrospinning is a process used to fabricate continuous nanoscale fibers with diameters in the sub-micrometer to nanometer range using a high-voltage power supply. Electrospun (e-spun) fibers and the non-woven webs manufactured from them have attracted considerable attention due to their outstanding characteristics, such as high porosity, small diameter, excellent pore interconnectivity and high surface-to-volume ratio. Because of the useful properties of e-spun fibers, many synthetic and natural polymers, including single and blended polymers, have been electrospun into fibers that can be employed in a variety of applications such as filtration and thermal insulation, and in the manufacture of protective clothing, sensors, conducting devices, wound dressings and scaffolds for tissue engineering. Utilizing the electrospinning technique and its product, some studies on its applications have been conducted in our lab. They included the fabrication of a conducting composite mat for electrical applications, an antibacterial web for a biomedical sector and PCM containing e-spun mat for energy storage.
Export citation and abstract BibTeX RIS

Content from this work may be used under the terms of the Creative Commons Attribution-NonCommercial-ShareAlike 3.0 licence. Any further distribution of this work must maintain attribution to the author(s) and the title of the work, journal citation and DOI.
1. Introduction
Electrospinning is a simple and low-cost method for making ultrafine fibers with diameters ranging from several micrometers to several hundreds of nanometers using a high-voltage power supply [1]. Owing to the useful properties of e-spun fibers, many synthetic and natural polymers, including single and blended polymers, have been electrospun into fibers that can be employed in a variety of applications, such as filtration and thermal insulation, and in the manufacture of protective clothing, sensors, conducting devices, wound dressings and scaffolds for tissue [2, 3] (figure 1).
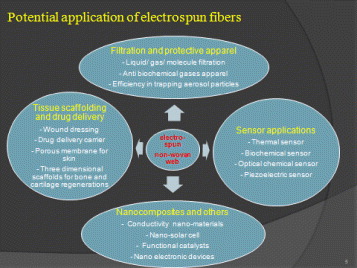
Figure 1 Potential applications of electrospun fibers.
In the electrospinning process, a polymer solution is charged using a high-voltage power supply and the volume feed rate controlled using a capillary pump. Once the electric field reaches a critical value at which the repulsive electric force overcomes the surface tension of polymer solution, the polymer solution is ejected from the tip to a collector. While traveling to the collector, the solution jet solidifies due to the fast evaporation of the solvent and is deposited on a collector [1–3] (figure 2).
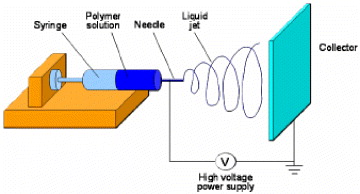
Figure 2 Schematic diagram of electrospinning apparatus.
Conducting poypyrrole (PPy) composites were fabricated using a non-woven web of polyvinylidene fluoride (PVDF) as the host polymer and copper (II) chloride (CuCl 22H 2 O) as an oxidant [4]. To obtain a more uniform microstructure of the conducting composites, an oxidant was introduced in the polymer solution and then electrospun to fabricate the very porous oxidant contained in non-woven webs. This non-woven web was then contacted with a pyrrole monomer in a closed vessel. The conducting composite was fabricated using the in situ vapor phase chemical oxidative polymerization route. Surface modified MWCNTs were introduced to the polymer solution before electrospinning in order to enhance the mechanical property and electrical conductivity of the composites [5].
Fabrication and characterization of silver nanoparticles containing a poly(vinyl alcohol)(PVA)/Chitosan(CS) blend was conducted [6]. CS, a (1-4)-linked 2 amino-2 deoxy-β-D-glucopyranose, is one of the most abundant natural polysaccharides that have non-toxic, biodegradable properties. One useful property of CS is its antibacterial activity, which means that it can be used in wound dressing, drug delivery systems, antimicrobial applications, membrane filtration and various tissue-engineering applications. However, CS cannot be directly fabricated by electrospinning due to its polycationic nature in solution. To overcome the shortcomings of CS, it was blended with PVA. A PVA and CS blend can be fabricated successfully via an electrospinning process. PVA has an inherent fiber- and film-forming ability, which enables it to produce fibers easily. Silver (Ag) nanoparticles were known to be materials that have a higher antibacterial ability than other metals [7].
Some problems have been found when electrospinning blends of two chemically different polymers, in which the polymer blend solutions are not homogenous owing to the different solvent system of the two polymers. One way to overcome these complicated issues is to electrospin two polymer solutions simultaneously using a coaxial electrospinning technique, as shown in figure 3 [8]. E-spun fibers made using the coaxial electrospinning technique have a bicomponent system that has properties from each of the polymeric components e.g. one of the polymers could contribute to the mechanical strength while the other could enhance the wettability of the resulting non-woven web.
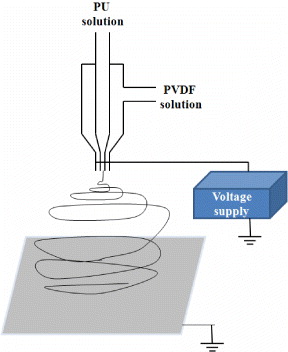
Figure 3 Schematic diagram of a coaxial electrospinning apparatus.
Due to the requirement of developing more renewable and clean energy sources, phase change materials (PCMs) have gained much attention for several decades [9]. PCMs can absorb energy during the heating process and release energy to the environment during a reverse cooling process as a phase change takes place. When PCMs are directly used as a heat storage material, there are some inherent drawbacks such as density changes, phase segregation, low thermal conductivity and leaking. Encapsulation of the PCMs is as an effective alternative. Due to their small diameter, which is from less than 1 μm to more than 300 μm, the ratio of surface area to volume of the microencapsulated PCM is high and thermal conductivity also increases. In the fabrication of thermo-regulating composite fibers, the PCMs' polymer blended solution was directly electrospun. Non-woven mats that contain PCMs and supporting materials (polymers) have some attractive advantages, such as not requiring additional encapsulation, desirable dimensions, high latent heat, mechanical strength and specific surface area. However, a shortcoming of the fibers fabricated using this method is that the PCMs in the fibers could easily be lost in use. Based on the electrospinning principle, the coaxial electrospinning uses a spinneret composed of two coaxial capillaries to fabricate continuous double layer nanofibers. In this study, polyethylene glycol (PEG)/polyvinylidene fluoride (PVDF) core/sheath non-woven mats were prepared using coaxial electrospinning in which PEG formed the core and PVDF made the sheath of nanofibers.
2. Experimental
2.1. Electrospinning process
The electrospinning setup consisted of a plastic syringe (5 ml) and a steel needle (i.d. = 0.5 mm). The needle was connected to a high-voltage power supply (Chungpa EMT Co., Korea). The e-spun fibers were deposited on an Al sheet covering a rotating drum. The solvent for the PVDF was DMAc with a concentration of 19 wt%. The electrospinning was conducted at a distance of 10 cm between the needle tip to the collector; a flow rate of 0.1 ml h −1 was controlled using a syringe pump (Kd Scientific series 100, USA); and the high-voltage power supply was 15 kV. All the experiments were carried out at 25 °C and at a relative humidity of 30–50%. Coaxial electrospinning. PVDF was dissolved at a concentration of 15 wt% in a mixture of DMAc and acetone (60:40, w/w). Three kinds of PEG were dissolved in the same solvents (DMAc/acetone). The concentration of the PEG solutions ranged from 30 to 50 wt%.
2.2. Characterization
The morphology of the samples was observed using a field-emission scanning electron microscope (FE-SEM, JSM-T300, JEOL, Japan). The microstructures of the electrospun nanofibers were determined using an energy-filtered transmission electron microscope (EM912Ω, Carl Zeiss Inc., Switzerland) equipped with a Köhler illumination system. The chemical compositions of the non-woven webs were analyzed using an attenuated Fourier-transform infrared spectrometer (ATR FT-IR, JASCO 6100, Japan). The samples were placed on the top of the ATR set and scanned in the range of 400–650 cm −1. A total of 20 scans were collected for signal averaging. Analysis of the surface of the nonwoven webs was conducted using a MultiLab 2000 XPS (Thermo VG Co., USA). The thermal properties were analyzed using a differential scanning calorimeter (DSC 2010, TA Instrument, USA). The samples were sealed in Al cassettes under dry conditions. Tensile tests were performed at a constant humidity (40%) and temperature (25 °C) using a tensile tester (LR 5 K, LLOYD instruments, UK) equipped with a 100-N load cell.
3. Results and discussion
3.1. Conducting composite of PPy/PVDF
Figure 4(a) shows SEM pictures of the morphologies of the PPy coated e-spun fibers, where a conducting PPy film is uniformly coated on the surface of the e-spun fibers. Figure 4(b) shows the EF-TEM images of a PPy-coated MWCNTs-containing nanofiber. A carbon nanotube is inserted into the e-spun PVDF fiber, which increases the electrical conductivity and improves the mechanical strength of the composite. The conductivity of the MWCNT included e-spun mat reached 0.15 S cm −1.
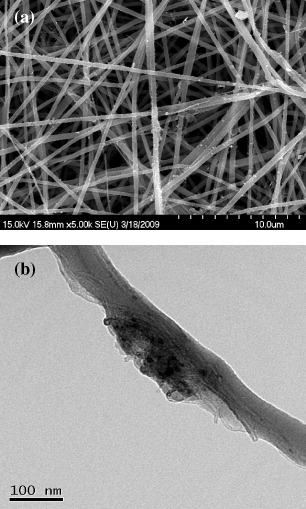
Figure 4 Morphology of MWCNTs including PPy composite fibers examined by FE-SEM (a) and TEM (b), respectively.
3.2. Antibacterial properties of e-spun non-woven of PVA/chitosan/Ag nanoparticles
Figure 5 shows the morphology of an e-spun non-woven PVA/chitosan/Ag nanoparticle blend. The non-woven mat has several hundred nm fibers with high porosity. Figure 5(b) shows that the several nanometer silver particles are well distributed on the surface of e-spun fiber.
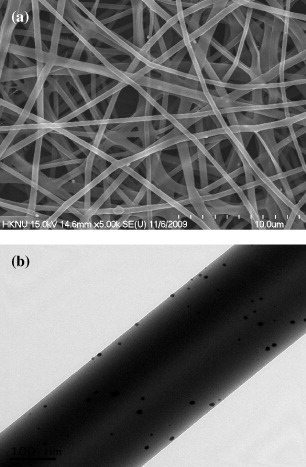
Figure 5 Morphology of e-spun PVA/chitosan/silver nanoparticle blend examined by FE-SEM (a) and TEM (b), respectively.
For a better understanding of the antibacterial activity of non-woven mats of Ag/PVA/CS blends and PVA/CS blends, the antibacterial activity kinetics for Ag/PVA/CS and PVA/CS blends toward Escherichia coli were investigated; the results are shown in figure 6. It was observed that the non-woven mats of Ag/PVA/CS blends exhibited higher antibacterial activity than that of non-woven mats of PVA/CS blends; indicating that silver nanoparticles have a high antibacterial property.
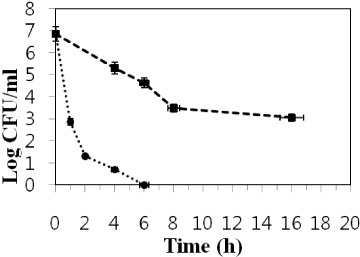
Figure 6 Kinetics of the antibacterial activity of non-woven mats of Ag/PVA/CS blend (A) and PVA/CS blend (B) toward E. coli; the PVA/CS weight ratio was 92/8. The bacteria concentration was 7×106 CFU ml −1.
3.3. Coaxial e-spun non-woven mat of PVDF/PEG 1000
Figure 7(a) shows water contact angles (WCAs) of pure PVDF and PEG/PVDF non-woven mats made by coaxial electrospinning at different core feed rates. When the feed rate of the core is less than 1.8, the e-spun fiber has a good core/shell structure, indicated by WCAs that are similar to that of PVDF fiber. Figure 7(b) shows the ATR-FTIR spectra of the pure PVDF non-woven mat and the PEG/PVDF non-woven mats made by coaxial electrospinning at different core feed rates. Compared with that of the pure PVDF non-woven mat, the ATR-FTIR spectra of the PEG/PVDF non-woven mats made by coaxial electrospinning at core feed rates of 1.5 and 1.8 μl min −1 were very similar, indicating that the outer layer was pure PVDF. When the core feed rate was 2.0 μl min −1, a new peak at 1113 cm −1 was observed in the FTIR spectra of the PEG/PVDF non-woven mat, corresponding to C–O stretching vibration. PEG possesses C−O bonding, while PVDF does not. Thus, the presence of a peak at 1113 cm −1 demonstrated that the surface of the nanofibers contained not only PVDF but also PEG material. This indicates that the core/sheath structure of the PEG/PVDF nanofibers was broken at a core feed rate of 2 μl min −1. This is consistent with the results of the WCA measurements. TEM micrographs of figure 8 confirmed the result of the WCAs and FT-IR.
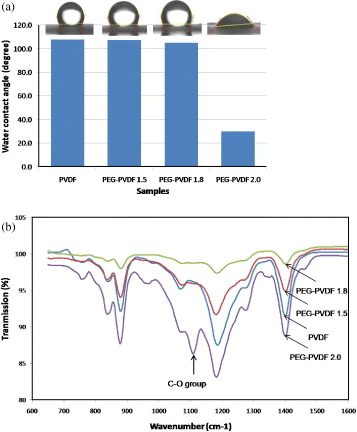
Figure 7 (a) WCAs of pure PVDF and PEG/PVDF non-woven mats made by the coaxial electrospinning with different feed rates for the core (the inserted pictures show the shapes of water droplets on the surface of the non-woven mats), (b) ATR-FTIR spectra of the pure PVDF non-woven mat and PEG/PVDF non-woven mats made by coaxial electrospinning at different feed rates for the core.
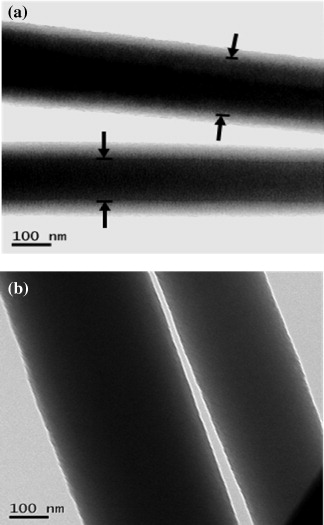
Figure 8 TEM images of coaxially electrospun PEG/PVDF nanofibers fabricated at core feed rates of (a) 1.8 μl min −1 and (b) 2.0 μl min −1.
The thermal reliability of a PEG/PVDF core/sheath non-woven mat was also investigated by a 100 thermal cycling test using DSC analysis, as shown in figure 9. Based on these results, it is clear that there were no significant changes in the temperature or enthalpy after 100 cycles of the heating–cooling processes. The PEG/PVDF core/sheath non-woven mat showed good thermal reliability.
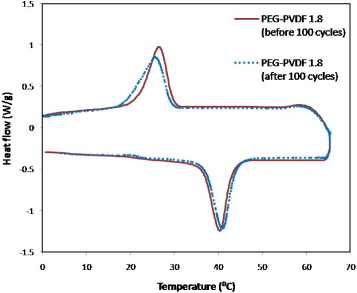
Figure 9 DSC curves of the PEG/PVDF core/sheath non-woven mat fabricated at the core and sheath feed rates of 1.8 μl min −1 and 1 ml h −1, respectively, before and after 100 thermal cycles.
4. Conclusion
A conducting PPy composite was fabricated by exposing the porous non-woven webs, which were prepared by electrospinning an oxidant-polymer solution, to pyrrole vapors. The PPy composite was more thermally stable and mechanically stronger than the electrospun non-woven host polymer. The PPy-MWCNT composite had higher conductivity and mechanical strength than the PPy composite. Non-woven mats of PVA/CS blends and PVA/CS blends containing 1 wt% Ag nanoparticles were successfully fabricated using the electrospinning method. The antibacterial experiment indicated that the non-woven mats of PVA/CS blends had good bactericidal activity against the gram-negative bacteria E. coli. The antibacterial activity of non-woven mats of Ag/PVA/CS blends was better than that of non-woven mats of PVA/CS blends. The addition of AgNO 3 to the PVA/CS blend solutions enhanced not only electrospinning performance but also the antibacterial ability of the non-woven mats of PVA/CS. Core/sheath non-woven mats comprising PEG 1000 as the core layer and PVDF as the sheath layer were successfully prepared by coaxial electrospinning. WCA measurements, ATR-FTIR analysis and TEM observations confirmed the fabrication of the PEG/PVDF core/sheath non-woven mats at appropriate core feed rates. DSC analysis indicated that the e-spun blend mats have good thermal reliability with a capacity for energy storage. Non-woven mats prepared by electrospinning and coaxial electrospinning were found to possess many potential applications for membranes for fuel cell, wound dressing, smart textiles and solar energy storage material.
Acknowledgment
This research was supported by the Basic Science Research Program through the National Research Foundation of Korea (No. 20100011528).